







先看实例讲解:
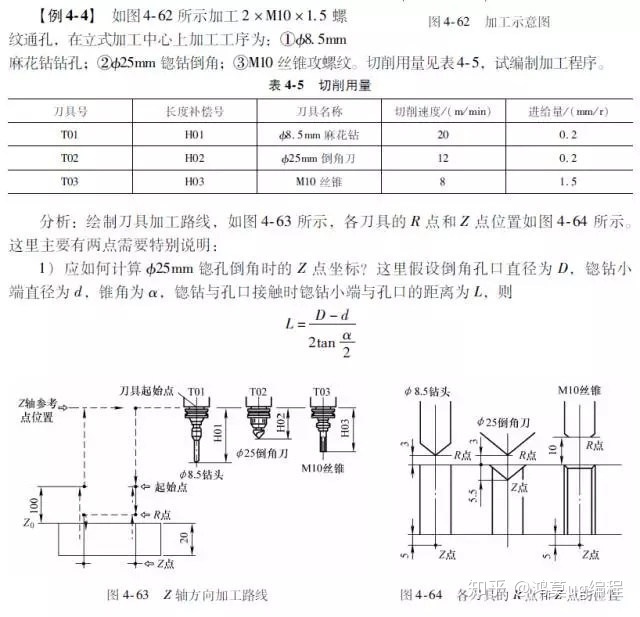
根据L值和倒角量的大小就可算出Z点坐标值。本例α=90°,D=8.5mm,d=0,则L=4.25mm,若倒角深度为1.25mm,则Z点Z坐标值为5.5mm。2)攻螺纹时的R点的Z坐标为10mm,这是为了保证螺距准确,因为主轴在由快进转入工进时有一个加减速运动过程,应避免在这一过程中攻螺纹。
编制加工程序如下:
O5007; (

先看实例讲解:
根据L值和倒角量的大小就可算出Z点坐标值。本例α=90°,D=8.5mm,d=0,则L=4.25mm,若倒角深度为1.25mm,则Z点Z坐标值为5.5mm。2)攻螺纹时的R点的Z坐标为10mm,这是为了保证螺距准确,因为主轴在由快进转入工进时有一个加减速运动过程,应避免在这一过程中攻螺纹。
编制加工程序如下:
O5007; (
 1791
2698
1791
2698











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言




 最低0.47元/天 解锁文章
最低0.47元/天 解锁文章





















