







1、工业机器人最显著的特点:
- 可编程
- 拟人化
- 通用性
2、工业气人的5种典型的结构:
- 直角坐标工业机器人
- 平面关节型工业机器人
- 并联工业机器人
- 串联工业机器人
- 协作工业机器人
3、认识示教器:
Page27



4、ABB机器人坐标系:

5、轴运动与线性运动:
1.轴运动:
调姿态,粗精度,单轴运动
2.线性运动:
调加工轨迹,高精度,多轴协作运动,会遇到奇异点问题
6、重定位:
工业机器人的重定位运动是指工业机器人第六轴法兰盘上的工具TCP点在空间中绕着坐标轴旋转的运动,也可以理解为工业机器人绕着工具TCP点做姿态调整的运动。(焊接)
重定位的实现:
1.RobotStudio中手动重定位
2.示教器手动重定位
3.编写程序:
7、转数计数器更新:
ABB工业机器人留个关节轴都有一个机械原点的位置,在下列情况下,需要对机械原点的位置进行转数计数器更新操作:
- 更换伺服电机转数计数器电池后;
- 当转数计数器发生故障,修复后;
- 转数计数器与SMB测量板之间断开以后;
- 断电后,工业机器人关节轴发生了位移;
- 当系统报警提示“10036转数计数器未更新”时。
8、ABB标准I/O板:
DSQC651:di8\do8\ao2
DSQC652:di16\do16
1、板卡地址:
DSQC挂在DeviceNet网络上,端子X5(这些端子是板卡的接口,不是控制柜的X1-X11端子)的6~12跳线用来确定模块的地址
6:公共地
7-12: 6位地址 bit0-bit5 001010(5-0)即表示地址10(这是硬件上的连接,还需要在示教器中添加板卡,设置它的地址)
定义DSQC651板步骤:
-
控制面板——配置——DeviceNet Device——添加
-
来自模板的值,选择DSQC651…
-
修改name
-
Address设置为10
-
点击“是”
2、do地址:
接在X1端子上
地址分配:32-39
3、di地址:
接在X3端子上
地址分配:0-7
4、ao地址:
接在X6端子上
地址分配 :AO1:0-15
AO2:16-32
5.定义di、do的方法:
- 控制面板——配置——Signal——添加
- Name,di1
- 选择Type
- 绑定板卡 Assigned to Device
- Device Mapping (do是0,di是32,ao1是0-15,ao2是16-32,gi是32-**,ao还要设置最大逻辑值、最大物理值、最大逻辑位值等信息)
9、程序数据的建立:
- 在示教器中的程序数据界面建立程序数据;
- 在建立程序指令时,同时自动生成对应的程序数据。
10、程序数据的存储类型:
程序数据的类型有100多种,但其存储类型只有如下3种(就比如数据结构的存储方式只有数组个链表两种,而数据结构有图、树等多种):
- 变量VAR:程序执行、停止时会保持当前值,但程序指针复位后悔恢复为初值
- 可变量PERS:无论程序指针如何变化,都会保持最后赋予的值
- 常量CONST:不能在程序中进行修改,只能修改生命时的值
11、3个关键程序数据及其设定:
1.工具数据tooldata:
描述安装在工业机器人第六轴上的工具的TCP、质量、重心等参数数据。
tooldata组成:[robot hold,tool frame ,tool load]
robot hold:类型bool,TRUE表示法兰安装工具
tool frame:类型pose,包含:TCP相对于腕坐标系的位置,工具坐标系的方向,如:[[1,2,3],[0.924,0,0,0]]
tool load:工具的负载,类型loaddata,包括:工具的质量、工具负载的重心、工具负载主惯性轴的方位、围绕力矩惯性轴的惯性矩
示例:
PERS tooldata gripper :=[TRUE,[[97.4,0,223.1],[0.9,0,0.3,0]],[5,[23,0,75],[1,0,0,0],0,0,0]];
tooldata的设定:
- 手动操作——工具坐标系——新建
- 设定属性——确定
- 编辑——定义
- TCP和Z、X,四点法
- 选择适当的手动操作模式
- 使工具参考点考上固定点——修改位置,重复操作
- 朝X方向反方向移动…
- Z轴
- 确定
- 查看误差,越小越好
- 设置tool的重心、质量
- 保存后,使用重定位查看效果
2.工件坐标数据wobjdata
工件坐标数据对应工件,它定义工件相对于大地坐标系的位置。
示例:
`PERS wobjdata wobj1 :=[FALSE,TRUE,[[],[]],[[],[]]];`
说明:是否夹持工件,是否使用固定的用户坐标系,用户坐标系(当前工作面的位置,包括位置和姿态),目标坐标系(当前工件的位置,包含位置和姿态)
wobjdata的设定:
- 手动操作——工件坐标——新建
- 设置相关属性——确定
- 编辑——定义
- 用户方法:3点发
- X1、X2、Y1,修改位置
- 确定。。。
3.有效载荷数据loaddata
lodadata用于设置工业机器人轴6上安装法兰的负载的负载载荷数据。
示例:
PERS loddata piece :=[5,[50,0,50],[1,0,0,0],0,0,0];
说明:负载质量,重心位置,方向姿态,负载围绕3个轴的转动惯量
loddata的设定:
- 手动操纵——有效载荷——新建
- 设定相关属性
- 单击初始值,进行设定
- okkk
12、任务、程序模块、例行程序
1.Rapid程序架构、
- 任务由一系列模块组成,模块有程序模块与系统模块
- 可以根据不同用途创建多个程序模块
- 每个程序模块可以包含:程序数据、例行程序、中断程序、功能
- 只有一个main程序

2.常用Rapid指令
- MoveC:圆弧运动指令
- MoveJ:关节运动指令,对路径精度要求不高
- MoveL:线性运动指令,对路径要求较高的场合,如焊接
示例:
MoveJ p10, v150, z50, my_tool\WObj:=my_wobj;
MoveL p20, v150, z50, my_tool\WObj:=my_wobj;
MoveC p40, p50, v150, z10, my_tool\WObj:=my_wobj; !(第一个点事当前位置,第二个点事p40.。。。)
fine:是否预读,z**越大,路径越圆滑与流畅
3.条件逻辑判断指令
1.紧凑型条件判断
PROC Test()
IF flag1=TRUE Set do1;
ENDPROC
2.IF条件判断指令
PROC Test1()
IF num1=1 THEN
flag1:=TRUE;
ELSEIF num1=2 THEN
flag1:=FALSE
ELSE
Set do1;
ENDIF
ENDPROC
3.FOR重复执行判断指令
PROC Test2()
FOR i FROM 1 TO 10 DO
Routine1;
ENDFOR
ENDPROC
4.WHILE 条件判断指令
PROC Test3()
WHILE num1>num2 DO
num1:=num1-1;
ENDWHILE
ENDPROC
5.TRAP中断程序
- 建立例行程序,类型为“中断”,并编写相关的中断处理程序
- 在需要调用TRAP程序的例行程序中进行中断设置:
- IDelete,取消指定的中断(没有就新建)
- CONNECT,连接一个中断标识符到中断程序
- 然后设置中断触发条件,调用中断程序
示例:
IDelete inton1;
CONNECT inton1 WITH myinterrupt;
ISignalDI\Signal,di1,1,inton1; (Signal表示只响应一次)
6.带参数的例行程序
创建例行程序的时候,添加参数选项即可
7.功能FUNCTION的使用
可以看做是带返回值的例行程序。
13、ABB机器人的典型应用
1.涂胶机器人需求分析:
- 轨迹要符合要求
- 涂胶质量要符合要求
- 防止出现出现意外
2.U形槽
与之类似:
PROC Path_10()
MoveL Target_30,v150,z100,MyTool\WObj:=wobj0;
MoveL Target_40,v150,z100,MyTool\WObj:=wobj0;
MoveC Target_50,Target_60,v150,z100,MyTool\WObj:=wobj0;
MoveL Target_70,v150,z100,MyTool\WObj:=wobj0;
MoveL Target_80,v150,z100,MyTool\WObj:=wobj0;
ENDPROC

书上的:(完整椭圆)
PROC Path_10()
MoveJ Offs(Path1_10,0,0200),v2000,z50,MyTool\WObj:=wobj0;
MoveL Path1_10,v200,fine,MyTool\WObj:=wobj0;
Set doGunon; !打开胶枪
WaitTime 0.5;
MoveL Path1_20,v200,z1,MyTool\WObj:=wobj0;
MoveC Path1_30,Path1_40,v200,z1,MyTool\WObj:=wobj0;
MoveL Path1_50,v200,在,MyTool\WObj:=wobj0;
MoveC Path1_60,Path1_10,v200,fine,MyTool\WObj:=wobj0;
Reset doGunn;
WaitTime 0.5;
MoveL Offs(Path1_10,0,0200),v2000,z50,MyTool\WObj:=wobj0;
ENDPROC
3.圆形轨迹
基于圆心进行偏移,RelTool().
示例:
PROC circle()
MoveJ RelTool(Path2_10,100,0,-200),v2000,z50,MyTool\WObj:=wobj0;
MoveL RelTool(Path2_10,100,0,0),v200,fine,MyTool\WObj:=wobj0;
Set doGunon;
WaitTime 0.5;
MoveC RelTool(Path2_10,0,-100,0),RelTool(Path2_10,-100,0,0),v2000,fine,MyTool\WObj:=wobj0;
MoveC RelTool(Path2_10,0,100,0),RelTool(Path2_10,100,0,0),v2000,fine,MyTool\WObj:=wobj0;
Reset doGunon;
WaitTime 0.5;
MoveL RelTool(Path2_10,100,0,-200),v200,z50,MyTool\WObj:=wobj0;
ENDPROC
Path1_10需要在程序数据中进行设置。
4.码垛程序
需求:
- 安全稳定
- 速度节拍适中
- 良品率
各个点位的作用(以1号工位为例):
pHome:机器人工作原位即初始位置;
pActualPos:机器人当前停止位置目标点数据;
pPick1:机器人在1号工位传输带末端物料的位置;
pPlace: 机器人在1号工位托盘上放置物料的位置数据;
pBase1_0和pBase1_90:机器人在托盘上放置物料基准位置数据,分别表示物料沿托盘长边、短边放置,程序中通过计数器,在此基准上计算每一块物料的放置位置。
此外,pick和place例行程序中的MoveL Offs表示每次拾起或者放置完成后机器人抬高的位置(抬高避免碰撞)。
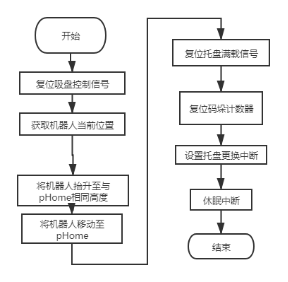
初始化流程图;
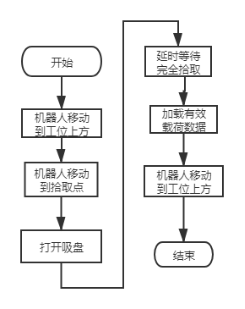
拾取程序的流程图:
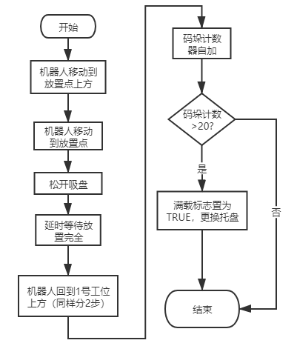
放置程序的流程图:
完整程序:
MODULE MainMoudle
PERS tooldata tGrip:=[TRUE,[[0,0,200],[1,0,0,0]],[25,[0,0.00109327,116.889],[1,0,0,0],0,0,0]];
PERS loaddata LoadEmpty:=[0.01,[0,0,1],[1,0,0,0],0,0,0];
PERS loaddata LoadFull:=[40,[0,0,100],[1,0,0,0],0,0,0];
PERS robtarget pHome:=[[1600.00,0.01,1400],[1.27986E-06,-0.707107,-0.707107,1.27986E-06],[0,0,1,0],[9E+09,9E+09,9E+09,9E+09,9E+09,9E+09]];
PERS robtarget pActualPos:=[[1505,0,1400],[1.81E-6,0,-1,0],[0,0,0,0],[9E+9,9E+9,9E+9,9E+9,9E+9,9E+9]];
PERS robtarget pPick1:=[[1488.007792464,376.826660408,476.964684195],[0,0.707106307,0.707107256,0],[0,0,1,0],[9E9,9E9,9E9,9E9,9E9,9E9]];
PERS robtarget pPlace1:=[[428.023,1772.47,55.4492],[0,1,-3.0621E-5,0],[1,0,3,0],[9E+9,9E+9,9E+9,9E+9,9E+9,9E+9]];
PERS robtarget pBase1_0:=[[-292.446294945,1263.272085268,55.449220723],[0,0.707107387,0.707106176,0],[1,0,2,0],[9E9,9E9,9E9,9E9,9E9,9E9]];
PERS robtarget pBase1_90:=[[-391.976797324,1362.469634994,55.449159414],[0,1,-0.000030621,0],[1,0,3,0],[9E9,9E9,9E9,9E9,9E9,9E9]];
PERS robtarget pPick2:=[[1488.013130905,-358.406014736,476.965039287],[0,0.707106307,0.707107256,0],[-1,0,0,0],[9E9,9E9,9E9,9E9,9E9,9E9]];
PERS robtarget pPlace2:=[[292.622,-1857.99,55.449],[0,0.707108,0.707106,0],[-2,0,-1,0],[9E+9,9E+9,9E+9,9E+9,9E+9,9E+9]];
PERS robtarget pBase2_0:=[[-317.378137718,-1857.993871961,55.448967354],[0,0.707107745,0.707105817,0],[-2,0,-1,0],[9E9,9E9,9E9,9E9,9E9,9E9]];
PERS robtarget pBase2_90:=[[-407.525988074,-1755.902485322,55.449282402],[0,1,-0.000031217,0],[-2,0,0,0],[9E9,9E9,9E9,9E9,9E9,9E9]];
PERS speeddata MinSpeed:=[1000,300,5000,1000];
PERS speeddata MidSpeed:=[2500,400,5000,1000];
PERS speeddata MaxSpeed:=[4000,500,5000,1000];
PERS bool bPalletFull1:=FALSE;
PERS bool bPalletFull2:=FALSE;
PERS num nCount1:=6;
PERS num nCount2:=1;
VAR intnum iPallet1;
VAR intnum iPallet2;
PROC Main()
rInitAll;
WHILE TRUE DO
IF diBoxInPos1=1 AND diPalletInPos1=1 AND bPalletFull1=FALSE THEN
rPick1;
rPlace1;
ENDIF
IF diBoxInPos2=1 AND diPalletInPos2=1 AND bPalletFull2=FALSE THEN
rPick2;
rPlace2;
ENDIF
WaitTime 0.1;
ENDWHILE
ENDPROC
PROC rInitAll()
Reset doGrip;
pActualPos:=CRobT(\tool:=tGrip);
pActualPos.trans.z:=pHome.trans.z;
MoveL pActualPos,MinSpeed,fine,tGrip\WObj:=wobj0;
MoveJ pHome,MidSpeed,fine,tGrip\WObj:=wobj0;
bPalletFull1:=FALSE;
nCount1:=1;
bPalletFull2:=FALSE;
nCount2:=1;
IDelete iPallet1;
CONNECT iPallet1 WITH tPallet1;
ISignalDI diPalletChanged1,1,iPallet1;
ISleep iPallet1;
IDelete iPallet2;
CONNECT iPallet2 WITH tPallet2;
ISignalDI diPalletChanged2,1,iPallet2;
ISleep iPallet1;
ENDPROC
PROC rPick1()
MoveJ Offs(pPick1,0,0,800),MaxSpeed,z50,tGrip\WObj:=wobj0;
MoveL pPick1,MinSpeed,fine,tGrip\WObj:=wobj0;
Set doGrip;
WaitTime 0.3;
GripLoad LoadFull;
MoveL Offs(pPick1,0,0,800),MinSpeed,z50,tGrip\WObj:=wobj0;
ENDPROC
PROC rPick2()
MoveJ Offs(pPick2,0,0,800),MaxSpeed,z50,tGrip\WObj:=wobj0;
MoveL pPick2,MinSpeed,fine,tGrip\WObj:=wobj0;
Set doGrip;
WaitTime 0.3;
GripLoad LoadFull;
MoveL Offs(pPick2,0,0,800),MinSpeed,z50,tGrip\WObj:=wobj0;
ENDPROC
PROC rPlace1()
rPosition1;
MoveJ Offs(pPlace1,0,0,800),MidSpeed,z50,tGrip\WObj:=wobj0;
MoveL pPlace1,MinSpeed,fine,tGrip\WObj:=wobj0;
Reset doGrip;
WaitTime 0.3;
GripLoad LoadEmpty;
MoveL Offs(pPlace1,0,0,800),MidSpeed,z50,tGrip\WObj:=wobj0;
MoveJ Offs(pPick1,0,0,800),MaxSpeed,z50,tGrip\WObj:=wobj0;
nCount1:=nCount1+1;
IF nCount1>20 THEN
bPalletFull1:=TRUE;
IWatch iPallet1;
ENDIF
ENDPROC
PROC rPlace2()
rPosition2;
MoveJ Offs(pPlace2,0,0,800),MaxSpeed,z50,tGrip\WObj:=wobj0;
MoveL pPlace2,MinSpeed,fine,tGrip\WObj:=wobj0;
Reset doGrip;
WaitTime 0.3;
GripLoad LoadEmpty;
MoveL Offs(pPlace2,0,0,800),MidSpeed,z50,tGrip\WObj:=wobj0;
MoveJ Offs(pPick2,0,0,800),MaxSpeed,z50,tGrip\WObj:=wobj0;
nCount2:=nCount2+1;
IF nCount2>20 THEN
bPalletFull2:=TRUE;
IWatch iPallet2;
ENDIF
ENDPROC
PROC rPosition1()
TEST nCount1
CASE 1:
pPlace1:=Offs(pBase1_0,0,0,0);
CASE 2:
pPlace1:=Offs(pBase1_0,600+10,0,0);
CASE 3:
pPlace1:=Offs(pBase1_90,0,400+10,0);
CASE 4:
pPlace1:=Offs(pBase1_90,400+10,400+10,0);
CASE 5:
pPlace1:=Offs(pBase1_90,800+20,400+10,0);
CASE 6:
pPlace1:=Offs(pBase1_0,0,600+10,200);
CASE 7:
pPlace1:=Offs(pBase1_0,600+10,600+10,200);
CASE 8:
pPlace1:=Offs(pBase1_90,0,0,200);
CASE 9:
pPlace1:=Offs(pBase1_90,400+10,0,200);
CASE 10:
pPlace1:=Offs(pBase1_90,800+20,0,200);
CASE 11:
pPlace1:=Offs(pBase1_0,0,0,400);
CASE 12:
pPlace1:=Offs(pBase1_0,600+10,0,400);
CASE 13:
pPlace1:=Offs(pBase1_90,0,400+10,400);
CASE 14:
pPlace1:=Offs(pBase1_90,400+10,400+10,400);
CASE 15:
pPlace1:=Offs(pBase1_90,800+20,400+10,400);
CASE 16:
pPlace1:=Offs(pBase1_0,0,600+10,600);
CASE 17:
pPlace1:=Offs(pBase1_0,600+10,600+10,600);
CASE 18:
pPlace1:=Offs(pBase1_90,0,0,600);
CASE 19:
pPlace1:=Offs(pBase1_90,400+10,0,600);
CASE 20:
pPlace1:=Offs(pBase1_90,800+20,0,600);
DEFAULT:
TPErase;
TPWrite "the Counter of line 1 is error,please check it!";
Stop;
ENDTEST
ENDPROC
PROC rPosition2()
TEST nCount2
CASE 1:
pPlace2:=Offs(pBase2_0,0,0,0);
CASE 2:
pPlace2:=Offs(pBase2_0,600+10,0,0);
CASE 3:
pPlace2:=Offs(pBase2_90,0,400+10,0);
CASE 4:
pPlace2:=Offs(pBase2_90,400+10,400+10,0);
CASE 5:
pPlace2:=Offs(pBase2_90,800+20,400+10,0);
CASE 6:
pPlace2:=Offs(pBase2_0,0,600+10,200);
CASE 7:
pPlace2:=Offs(pBase2_0,600+10,600+10,200);
CASE 8:
pPlace2:=Offs(pBase2_90,0,0,200);
CASE 9:
pPlace2:=Offs(pBase2_90,400+10,0,200);
CASE 10:
pPlace2:=Offs(pBase2_90,800+20,0,200);
CASE 11:
pPlace2:=Offs(pBase2_0,0,0,400);
CASE 12:
pPlace2:=Offs(pBase2_0,600+10,0,400);
CASE 13:
pPlace2:=Offs(pBase2_90,0,400+10,400);
CASE 14:
pPlace2:=Offs(pBase2_90,400+10,400+10,400);
CASE 15:
pPlace2:=Offs(pBase2_90,800+20,400+10,400);
CASE 16:
pPlace2:=Offs(pBase2_0,0,600+10,600);
CASE 17:
pPlace2:=Offs(pBase2_0,600+10,600+10,600);
CASE 18:
pPlace2:=Offs(pBase2_90,0,0,600);
CASE 19:
pPlace2:=Offs(pBase2_90,400+10,0,600);
CASE 20:
pPlace2:=Offs(pBase2_90,800+20,0,600);
DEFAULT:
TPErase;
TPWrite "the Counter of line 1 is error,please check it!";
Stop;
ENDTEST
ENDPROC
TRAP tPallet1
bPalletFull1:=FALSE;
nCount1:=1;
ISleep iPallet1;
TPErase;
TPWrite "The Pallet in line 1 has been changed!";
ENDTRAP
TRAP tPallet2
bPalletFull2:=FALSE;
nCount2:=1;
ISleep iPallet2;
TPErase;
TPWrite "The Pallet in line 2 has been changed!";
ENDTRAP
PROC rModify()
MoveJ pHome,MinSpeed,fine,tGrip\WObj:=wobj0;
MoveJ pPick1,MinSpeed,fine,tGrip\WObj:=wobj0;
MoveJ pBase1_0,MinSpeed,fine,tGrip\WObj:=wobj0;
MoveJ pBase1_90,MinSpeed,fine,tGrip\WObj:=wobj0;
ENDPROC
ENDMODULE


















 3018
3018

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言











