






1. 前言
不同型号工业机器人的重复定位精度(产品规格)存在差异,同一型号亦然。本文主要对重复定位精度的差异进行分析。
2. 差异来源:关节运动与到位
如果想要对重复定位精度也就是停止的位置差异进行分析,首先需要了解机器人是如何运动和停止。
2.1. 传动链构成
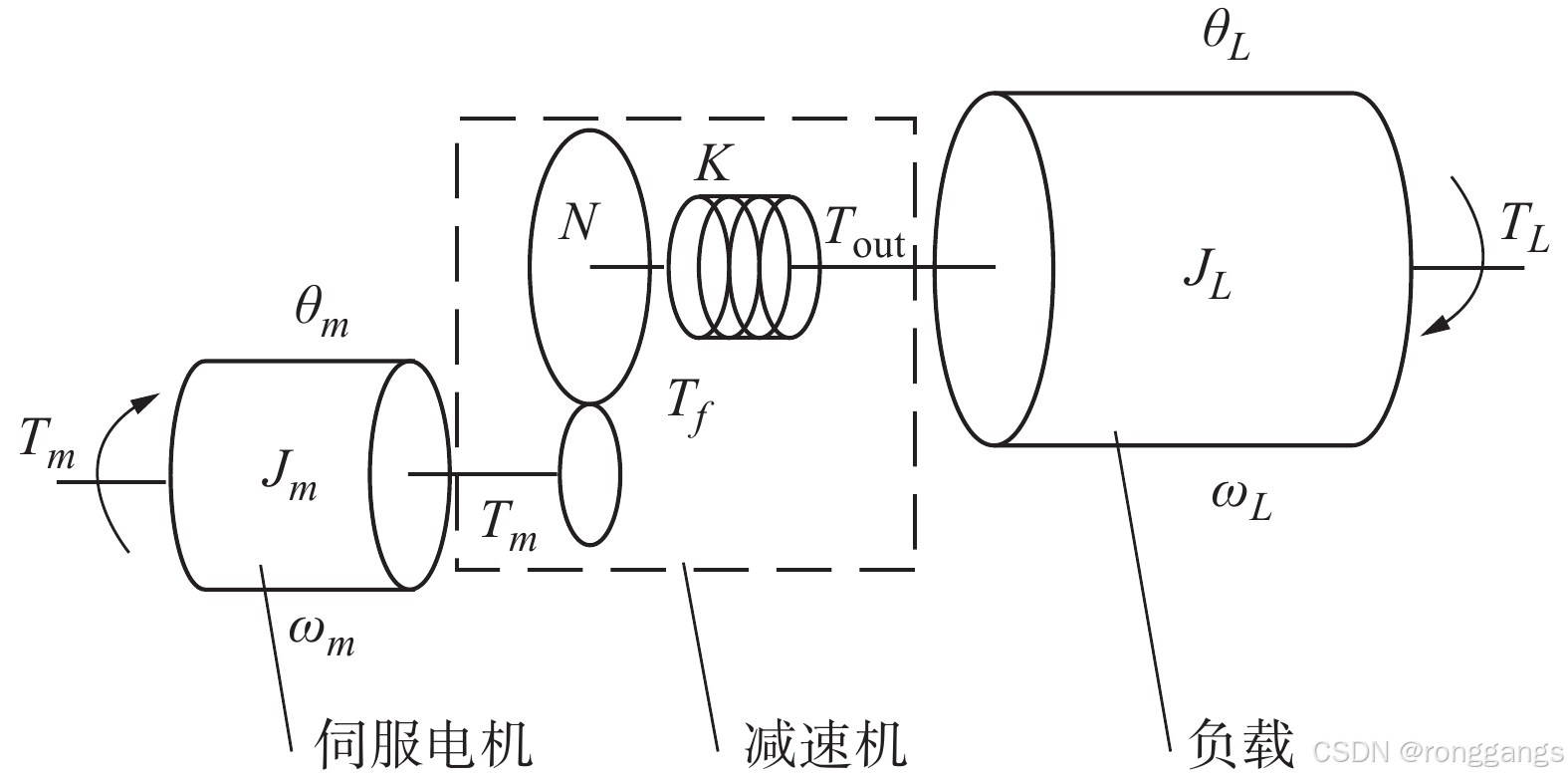
工业机器人是一种多关节机器人,关节之间的组合运动共同影响机器人末端位置的变化。如下图所示,每个关节都主要由驱动元件(电机)、传动元件(减速机)、执行元件(杆件、负载)所组成。
2.2. 运动到位停止的过程
机器人的运动到位停止过程可以分为以下几步:
- 控制器接收运动到某个位姿的用户指令,并将其转换为各个关节电机的位置指令
- 电机接收来自控制器、驱动器的运动指令进行转动,杆件经由减速机传动而运动
- 电机编码器实时检测转子位置,并反馈给驱动器
- 电机编码器检测到已到达指令位置后,立即停止转动,并保持电机位置不变
3. 差异要素
3.1 测试工况差异
3.1.1. 测试条件:点位选取
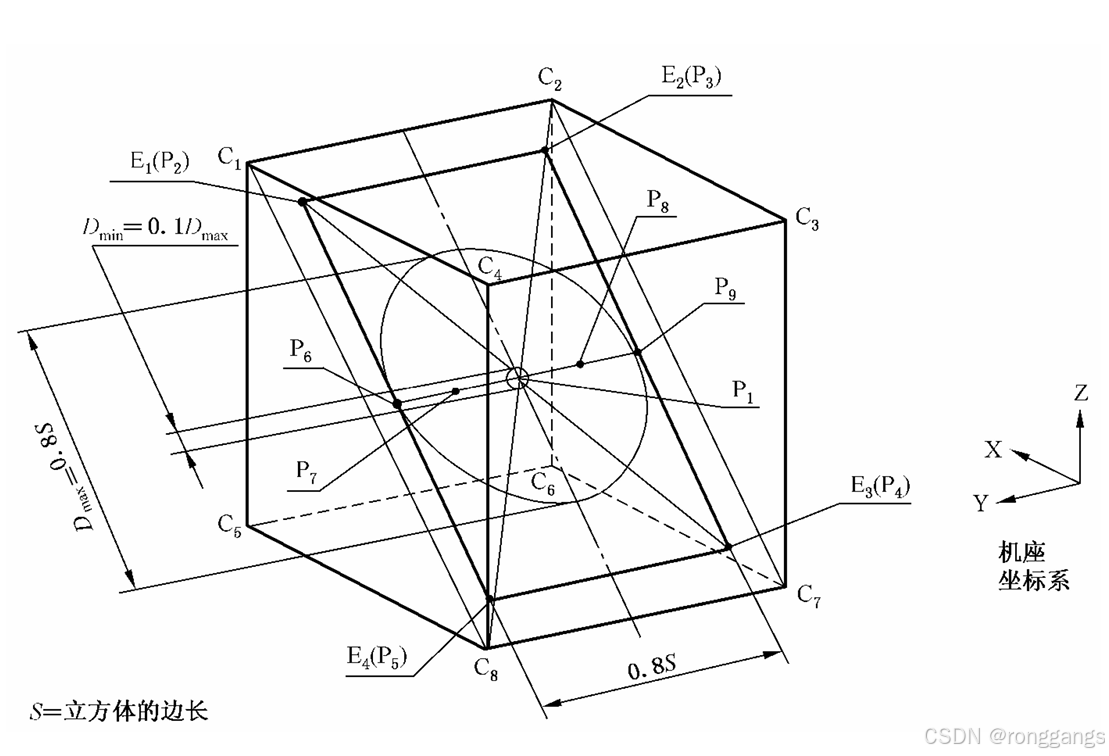
测量点位:在国家标准《GB/T 12642-2013 工业机器人 性能规范及其试验方法》规定了重复定位精度的测试点位为最大立方体内的角点(P1~P5)。机器人在不同测试点时的重复定位精度值存在差异(机器人姿态差异而导致的机器人刚度差异),因此点位的选取数量、分布会影响最终的测试结果。
起始点位:国家标准中对于起始点位没有要求。但是如果选取起始点位和测量点位之间的行程过短,机器人未达到匀速,由于低速时摩擦存在Stribeck效应,摩擦力的大小十分不稳定,会引起重复定位精度变差的问题。
3.1.2. 测试条件:测试温度
温度对机器人停止位置的影响主要体现在两个方面:杆长的热形变、传动摩擦力。
机器人的温度会随着持续运动而不断上升,最终趋于稳定。在严格的重复定位精度测试中,会要求机器人在运行一段时间后,达到热稳态再开始重复定位精度测试。如果在未到达热稳态时进行测试,测试过程的运动会使温度上升,而造成杆长和摩擦发生改变,从而引起重复定位精度变差的问题。
3.1.3. 测试过程:测试次数
国家标准《GB/T 12642-2013 工业机器人 性能规范及其试验方法》中明确规定了重复定位精度测量的循环次数为30。
3.1.4. 测试过程:停顿时间
国家标准《GB/T 20868-2007 工业机器人 性能试验实施规范》中说明:
在每一位姿点应停顿一段时间,停顿时间应大于测出的位姿稳定时间。此后,将选定的用于仪 器同步的开关量输出信号置1
不同型号机器人的位姿稳定时间不同,相同型号机器人的位姿稳定时间由于实际应用中参数设置不同,位姿稳定时间也存在差异。
此外,在实际的工业机器人的应用过程中,作业点之间的停顿时间往往都小于所需稳定时间,所以实际的重复性会变差。
3.2 传动链部件差异
3.2.1. 电机编码器精度
电机编码器精度即编码器位数,位数越高精度更高,就更准确的检测到已经到达指令位置,从而使控制器发生停止指令。该因素影响较小。
3.2.2. 减速机背隙
减速机选型存在多项关键指标,其中背隙(backlash)会影响传动过程的定位精度。定性关系为,较小的背隙可以减小重复定位精度。
3.2.3. 杆件长度
在定性关系上,较长的杆件会带来较差的重复定位精度。由于测量点位位于末端,较长的杆件会放大关节处的误差。
3.3 控制参数差异
目前工业机器人的电机控制参数普遍为三环PID控制。其影响此处后续补充。

















 8983
8983

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









