






【前言】
以前常用同步指令,后来见别人用插补感觉很方便,于是学习并记录之
【1】硬件组态
1)PLC选用带T的
2)伺服添加105报文

【2】添加工艺对象
1)将需要做插补运动的轴添加为同步工艺对象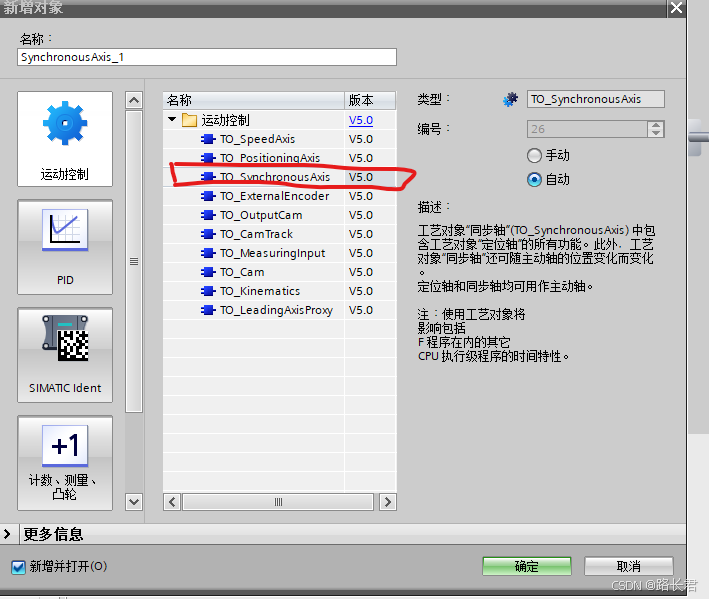
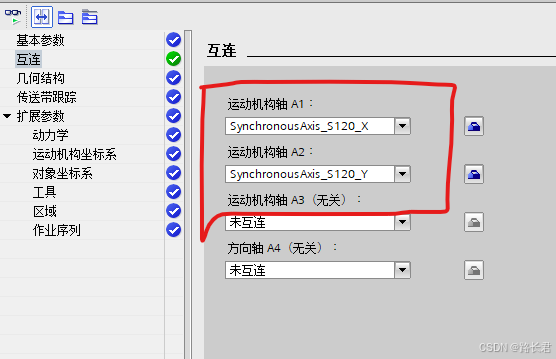
2)添加插补工艺对象
【3】FB编写
1)添加轴控制程序(主要为使能)
2)添加插补控制程序(直线,圆弧)
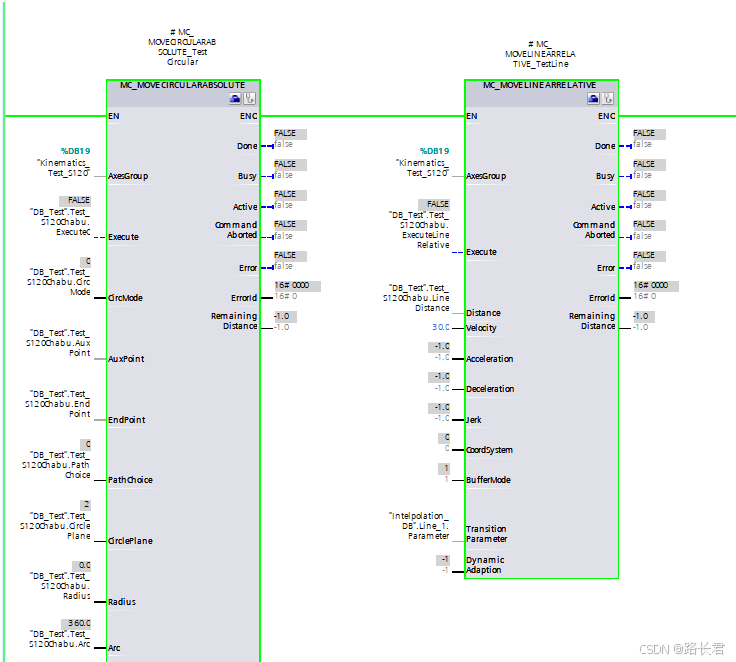
功能块主要引脚
(*// F1中摘抄
CircMode 圆周轨迹的定义 0 “AuxPoint”参数中指定的位置矢量用于定义圆周轨迹上的某个点。
1 圆心则由“AuxPoint”参数中所指定的位置定义。
2 “Radius”和“EndPoint”参数用于定义圆弧段。
*)
CircMode:轨迹定义模式
0:三点定义法。当前点起始+圆弧某点+终止点
1:圆心+角度。当前点起始以圆心旋转给定角度(有方向选择PathChoice)
2:起止点+半径(参数Radius)。当前点起始+终止点+半径约束(有方向选择PathChoice)
AuxPoint 圆周轨迹的辅助点 当“CircMode”= 0 时:圆周轨迹上的点
当“CircMode”= 1 时:圆周轨迹的中心点
当“CircMode”= 2 时:不相关
EndPoint 指定参考坐标系中的目标位置 当“CircMode”= 1 时:仅“EndPoint[4]”相关(定向轴)
通过网盘分享的文件:圆弧直线插补.rar
链接: https://pan.baidu.com/s/16z04MgXYaW1U7FSfCM4D3A 提取码: 9527
【4】常见问题
圆弧插补时8001+801报警,原因一般是参数匹配问题,例如起始点圆弧上某点或结束点不符合实物情况,轴未使能,或者有报警
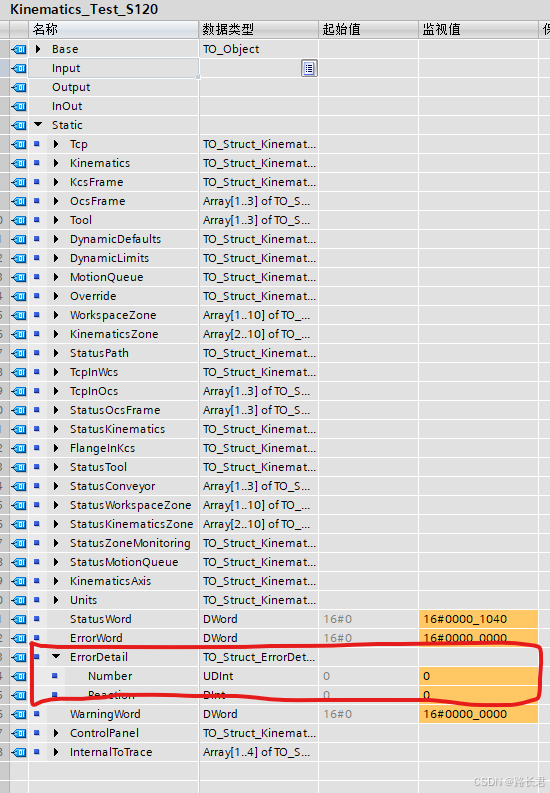
报警处理后需要插补块MC_RESET
直线插补未见异常
【5】程序运行效果
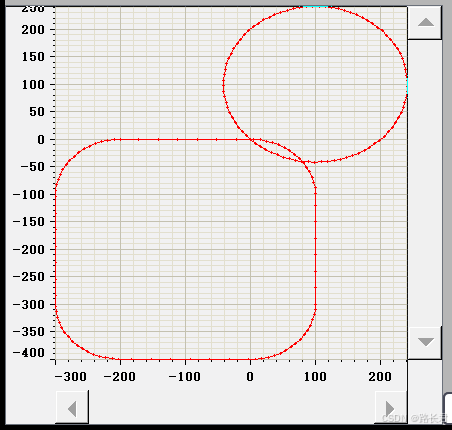
注:图像有拉伸效果,实际轨迹为圆心坐标(100.0,100.0)至原点(0,0)为半
径,旋转360°的正元
另一个图形为一个边长为400圆角半径为100的正方形
【6】视频展示
西门子1500T直线插补和圆弧插补_哔哩哔哩_bilibili
【总结】
电气一途,纷繁复杂,前方有山,拾阶而攀

















 2452
2452

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









