






 文章介绍了高功率激光切割市场的发展情况,指出由于技术普及初期,操作人员常面临切割不良的问题。文章提供了四个方面的排查技巧,包括基础原因、条纹消除、瘤渣消除和毛刺消除,分别给出了相应的原因分析和解决方案,帮助优化切割工艺,提升切割质量。
文章介绍了高功率激光切割市场的发展情况,指出由于技术普及初期,操作人员常面临切割不良的问题。文章提供了四个方面的排查技巧,包括基础原因、条纹消除、瘤渣消除和毛刺消除,分别给出了相应的原因分析和解决方案,帮助优化切割工艺,提升切割质量。
高功率切割市场现状
随着激光行业的发展和下游产业需求的变化,高功率的激光切割设备已逐渐成为市场关注的热点。高功率激光切割凭着速度和厚度上无可比拟的优势,目前已获得了市场的广泛认可。
但由于高功率激光切割技术尚处于普及的初级阶段,部分操作人员对高功率激光切割工艺的掌握还不是很熟练,对生产调试中出现的不良现象往往不知所措。
针对高功率切割中的不良现象,现在为大家带来几个排查技巧。助您调试出合适的激光切割工艺参数,降低不良工件带来的损失,从另一个角度助您降本增效。
高功率激光切割过程中产生不良工件的原因很多,主要从以下四个方面来排查。
一、基础原因排查
发现切割效果不良,应首先排查以下原因:
1、镜片是否有污染;
2、喷嘴是否损坏;
3、光是否在喷嘴中心;
4、陶瓷体是否破损漏气。
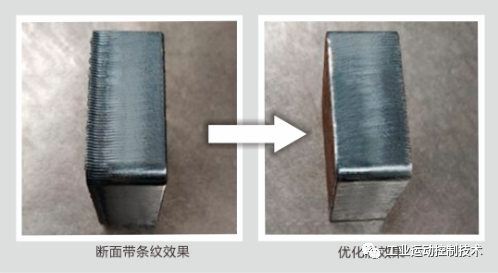
二、消除断面带条纹的方法
可能原因:
1、喷嘴选型不对:喷嘴过大;
2、气压设置不对:设置气压过大导致过烧有条纹;
3、切割速度不对:切割速度过慢或过快也会引起过烧。
解决办法:
1、更换喷嘴,更换直径小的喷嘴,例如16mm碳钢亮面切割,可选择高速喷嘴D1.4;20mm碳钢亮面可选择高速喷嘴D1.6;
2、减小切割气压,提高端面切割质量;
3、调整切割速度,功率与切割速度匹配合适,才能达到如下右图效果,
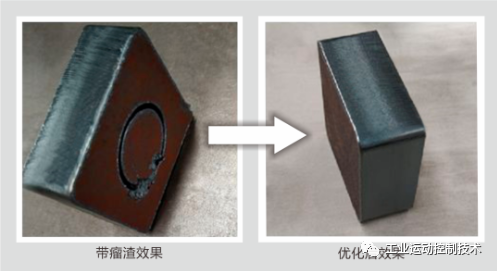
三、消除底部瘤渣的方法
可能原因:
1、喷嘴选用过小,切割焦点不匹配;
2、气压过小或过大,切割速度过快;
3、板材材质差,板材质量不好,小喷嘴很难去除瘤渣。
解决办法:
1、更换大口径喷嘴,调整正焦焦点到合适位置;
2、增加或减小气压,直至气流量适当;
3、选用好的板材。
四、消除底部毛刺的方法
可能原因:
1、喷嘴口径偏小,无法满足加工要求;
2、负离焦不匹配,应该加大负离焦,调制适当位置;
3、气压压力偏小,导致底部有毛刺,无法充分切割。
解决办法:
1、选用大口径喷嘴,可以增加气流量;
2、增加负离焦,使切割断面到达底部位置;
3、增大气压,可以减少底部毛刺。
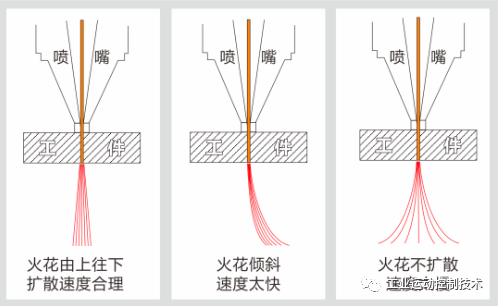
如何参照火花判断切割速度是否合理
1、切割速度合理:切割火花是由上往下扩散,切割面平稳,下部无熔渣;
2、切割速度过快:切割火花倾斜;
3、切割速度过慢:切割火花呈现不扩散且少,凝聚在一起。

















 2486
2486

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









