







一、文章信息
标题:Autonomous Mobile 3D Printing of Large-Scale Trajectories
作者:Julius Sustarevas
发表刊物:IEEE/RSJ 智能机器人与系统国际会议 (IROS)
发表时间:2022年10月23-27日

二、背景
- 大多数现有的增材制造施工解决方案都使用静态龙门架或臂架。它们具有很强的限制性,部署成本高昂。
- 移动3D打印(Mobile 3D Printing, M3DP)是一种新兴的增材制造技术,结合了移动机器人和3D打印技术。M3DP系统通常包括一个能够移动的机器人平台、一个机械臂和一个安装在机械臂上的挤出头。通过这种方式,机器人可以在移动的同时进行3D打印,逐步创建结构和物体。
- 探索移动3D打印(M3DP)应用的工作非常少,因为M3DP的打印路径需要强大的运动和路径规划方法。
- 迄今为止,还没有一个M3DP系统能够在给定打印任务的情况下自主规划和3D打印结构。
研究目标:实现大规模自主移动3D打印
三、相关工作
3.1移动3D打印(M3DP)的路径规划
- 本文提出了一种根据所需的打印轨迹和机器人运动学知识计算机器人基础路径的方法。TCPP 算法考虑了 M3DP 特有的挑战,例如:打印过程产生的不断演变的障碍物和保持末端执行器可达性。
- TCPP详情:使用逆可达性图(IRM)来帮助在RRT*搜索过程中对打印路径上的机器人基座位置进行采样和验证。给定一个机器人基座位置及其在打印路径上的关联点,IRM为该打印点提供了一个可达性指数(RI)。RI是与操纵器局部工作空间中的体素相关的度量。对于体素内的许多SE(3)位姿,它是具有现有逆运动学(IK)解的位姿的比例。IK计算考虑了机器人的自碰撞和关节限制。直观地说,RI与机器人将末端执行器定位在给定点的能力有关。因此,通过在验证机器人基座位置时施加RI的下限,我们能够找到适合长打印轨迹的机器人基座路径,同时确保打印任务始终在机械臂的良好可操作范围内。
- TCPP算法的应用:路径采样和验证:在TCPP算法中,使用IRM对打印路径上的机器人基座位置进行采样和验证。通过设置RI的下限,确保选择的基座位置始终保持高可操作性;找到最佳路径:这种方法帮助我们在长打印轨迹上找到最佳的机器人基座路径,同时保证打印任务的连续性和精确性
3.2 逆可达性图(IRM)
IRM的定义:逆可达性图(Inverse Reachability Map, IRM)是一种用于评估机器人在特定基座位置上的可操作性的工具。它通过计算和存储机械臂在各种基座位置上的可达性,帮助路径规划算法选择最佳的基座位置。IRM的核心思想是将机械臂的工作空间(即机械臂末端执行器可以到达的区域)反转,评估机械臂在给定基座位置上能否到达特定的目标点。
流程:
1.工作空间离散化:将机械臂的工作空间离散化为若干个体素(voxel),每个体素代表一个小的三维区域。
2.逆运动学计算:对于每个体素,计算机械臂末端执行器在该体素内所有可能的位姿(SE(3)位姿)是否存在逆运动学解(Inverse Kinematics, IK)
3.可达性指数(RI):对于每个体素,计算存在逆运动学解的位姿的比例,定义为可达性指数(Reachability Index, RI)。RI值介于0到1之间,表示在该体素内,机械臂能够到达的位姿的比例。RI值越高,表示该位置的可操作性越好。它考虑了自碰撞和关节限制,是衡量机械臂可操作性的关键指标。
4.存储和查询:将计算得到的RI值存储在逆可达性图(IRM)中。路径规划算法在进行路径规划时,可以查询IRM以获取特定基座位置的可操作性。
IRM的作用:IRM用于评估机械臂在特定基座位置上的可操作性。它为给定位置提供可达性指数(RI),衡量机械臂在该位置执行任务的能力。
3.3 RRT*搜索
RRT*搜索的定义:RRT*(Rapidly-exploring Random Tree Star,快速扩展随机树*)是一种路径规划算法,是RRT(Rapidly-exploring Random Tree,快速扩展随机树)的改进版本。RRT*通过在配置空间中随机采样生成节点,并不断优化这些节点之间的连接,生成一条从起点到终点的最优路径。RRT*在路径优化方面比RRT更有效,能够生成更短、更平滑的路径。
RRT*算法步骤:
RRT*在移动3D打印中的应用:RRT*是路径规划中的一种高效算法,通过随机采样和路径优化,生成从起点到终点的最优路径。在移动3D打印系统中,RRT*被用于生成和优化机器人基座路径,结合逆可达性图(IRM)确保路径的可行性和高效性,从而实现复杂环境中的高精度打印任务。
3.4 M3DP的机械臂控制
在移动3D打印(M3DP)系统中,机械臂控制是实现高精度打印的重要组成部分。本文通过将任务一致路径规划(TCPP)和模型预测控制(MPC)相结合,实现了对机械臂和机器人基座的同步控制,以应对复杂的动态环境。
基于SLQ-MPC的控制策略:本文采用了顺序线性二次模型预测控制(SLQ-MPC)策略,用于控制机械臂的运动。这种控制策略能够有效处理连续过程任务,通过优化末端执行器轨迹,实现高精度的打印任务。
SLQ-MPC的步骤:
- 预测范围内的控制策略推出:在每个控制周期内,SLQ-MPC控制器会预测未来一个时间范围 𝑇内的系统行为。这个预测范围 𝑇通常被称为“预测范围”或“预测时域”。在预测范围内,控制器基于当前的系统状态和模型,推出未来的控制策略。
- 系统线性化:由于许多实际系统具有非线性特性,直接求解非线性优化问题可能非常复杂。因此,SLQ-MPC控制器在每个时间步内将系统的非线性动态方程线性化。线性化通常是在当前状态附近进行的,以便将非线性系统近似为线性系统,使得优化问题可以用线性二次调节器(LQR)方法来求解。
- 成本函数:成本函数通过量化系统状态、参考轨迹和控制输入之间的偏差,指导系统行为,实现目标跟踪,施加系统约束,并优化控制输入。通过最小化成本函数,控制器能够在复杂的动态环境中有效地控制系统,确保其在满足各种约束条件的同时,实现高效和精确的控制。
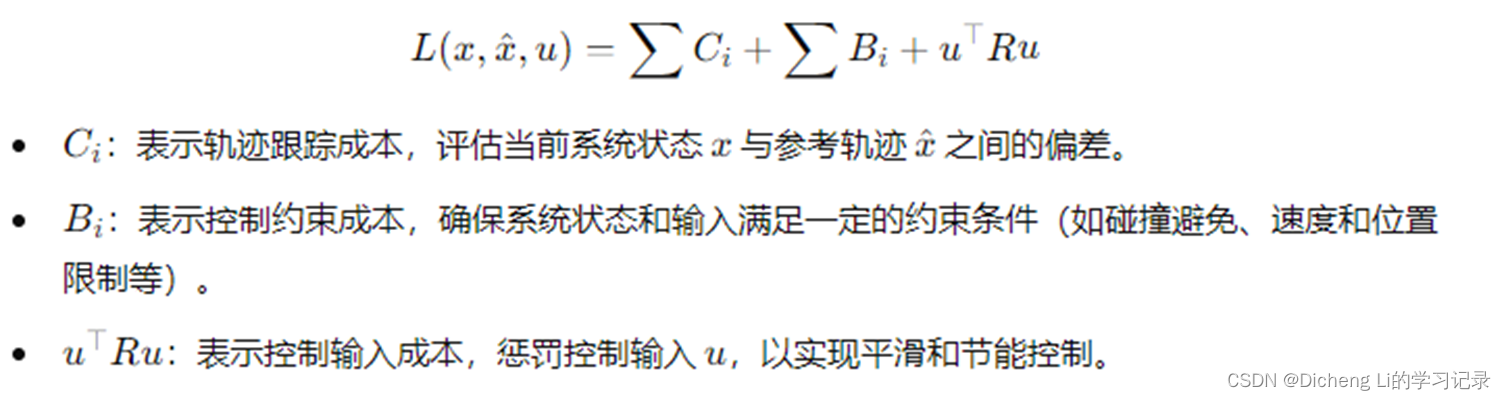 累积成本函数:这是在整个预测范围内的累积成本。目标是最小化这个累积成本函数,以找到最优的控制输入 u
累积成本函数:这是在整个预测范围内的累积成本。目标是最小化这个累积成本函数,以找到最优的控制输入 u
 x:系统状态。x^:参考状态。u:控制输入。t0:当前时间(规划开始的时间点)T:预测时域。控制器预测未来的时间范围,从当前时间 t0 开始,持续到 𝑡0+𝑇
x:系统状态。x^:参考状态。u:控制输入。t0:当前时间(规划开始的时间点)T:预测时域。控制器预测未来的时间范围,从当前时间 t0 开始,持续到 𝑡0+𝑇

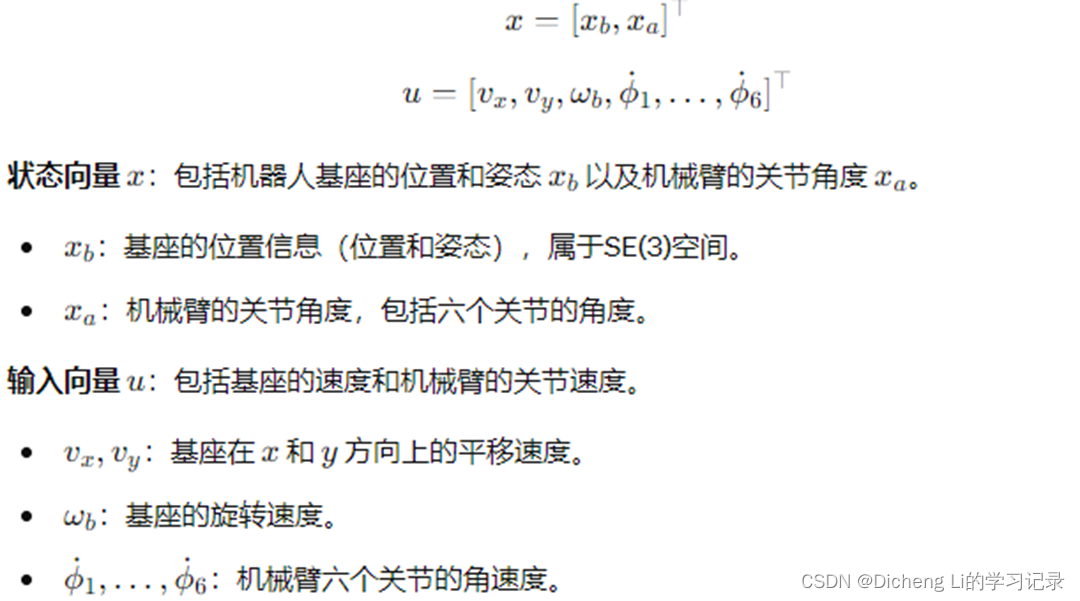
系统状态和输入定义
对于给定的任务轨迹p^、末端执行器跟踪成本函数Cee定义如下:

 此外,在本文中,软约束函数用于在SLQ-MPC控制策略中实现对系统状态和输入的柔性限制。软约束函数不仅可以对超出约束范围的行为进行惩罚,还能在一定程度上允许违背约束,从而提供更大的灵活性
此外,在本文中,软约束函数用于在SLQ-MPC控制策略中实现对系统状态和输入的柔性限制。软约束函数不仅可以对超出约束范围的行为进行惩罚,还能在一定程度上允许违背约束,从而提供更大的灵活性
软约束函数的定义:通过软约束函数,我们可以对系统状态或输入的约束违背情况进行适当的惩罚,使系统在允许的范围内运行。具体来说:当系统状态或输入接近但不超过约束时,使用对数函数进行温和惩罚。当系统状态或输入超过约束时,使用二次函数进行较大惩罚,确保系统迅速回到安全范围内。这种惩罚机制提供了柔性限制,既能防止过度惩罚轻微的违背,又能在严重违背约束时提供强烈的反馈,确保系统的稳定性和安全性。

 对于公式中惩罚的理解
对于公式中惩罚的理解


3.5 M3DP的基础路径
移动3D打印要求机器人准确地遵循较长的末端执行器轨迹。但是,M3DP 在整个打印过程中不会显示精确的机器人底座姿势。因此,在本节中,我们将介绍SLQ-MPC运动控制器如何通过机器人基础路径参考进行全局引导,以确保完成长时间打印任务的可行性。
以下公式用于路径平滑和优化过程中,帮助选择和优化路径节点,从而提高路径的平滑性和实际可操作性。



任务一致路径规划(TCPP)算法产生的基路径被整合到系统的顺序线性二次模型预测控制器(SLQ-MPC)中。特别是,我们探索了三种不同的方法来在MPC中纳入基路径参考:
二次跟踪成本
定义:在成本函数中加入二次跟踪成本
基路径参考整合:在最小化成本函数的过程中引入了一个额外的二次基路径跟踪项

实验结果: 能够有效减少路径跟踪误差,但在一些情况下,系统的灵活性受到限制。
时变软约束
定义:对参考基路径设置时变软约束
基路径参考整合:基于基础路径的软约束形式为

实验结果: 提供了较好的灵活性,但在路径跟踪精度方面略有欠缺。
基路径参考整
混合成本/约束
定义:结合前两种方法,使用混合的成本/约束方法。
基路径参考整合:第三种方法结合了二次跟踪成本和时变软约束,通过同时使用这两种方法来增强路径跟踪效果。
实验结果:在各项指标上均表现优异,实现了最佳的路径跟踪精度和系统稳定性。
四、实验
为了评估方法的有效性,进行了两组大规模打印实验。第一组实验中,我们通过经验评估了将机器人基座轨迹整合到SLQ-MPC中的三种不同方法。第二组实验探讨了使用车载传感器(里程计和SLAM)进行平台定位的效果。
打印件参数:打印任务是一个蝴蝶结形状的轨迹,如图4所示,轨迹由5层6厘米宽的交叉填充图案组成,形状为2米×1米的蝴蝶结形状。选择这种形状是因为它包含内外角和直线段。每层的长度为51.93米,路径积分以2.5毫米的间隔采样,因此总路径长度约为260米。打印速度为每秒3厘米,每层打印需要28分钟。为了将控制器行为与定位误差分离,我们使用了OptiTrack系统提供基座位置估计。


下图显示了TCPP算法解决的任务的前三层。当打印第1层时,空间逐渐被打印的结构阻挡。当打印第2层和第3层时,打印图案实际上成为一个静态障碍物。由于交叉填充图案在偶数层和奇数层中交替倾斜以帮助覆盖区域,这一任务在不同层之间略有不同。



不同定位方法的末端执行器误差
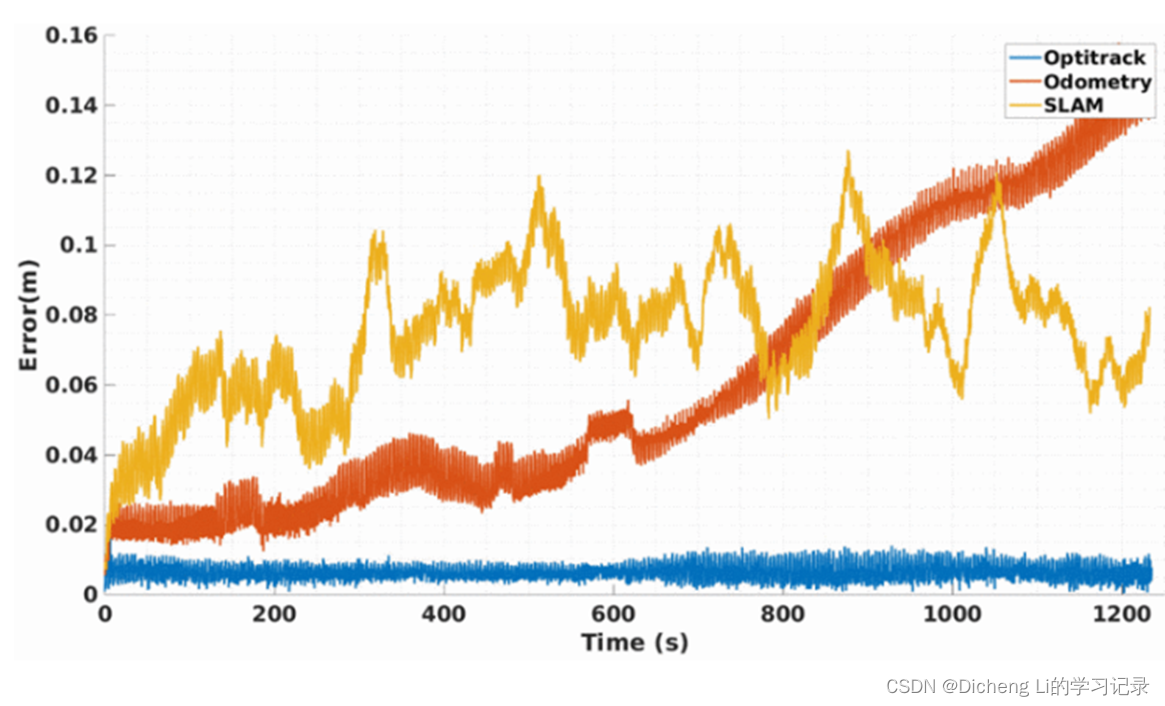
外部OptiTrack系统提供最高的定位精度和稳定性,使末端执行器能够精确跟踪参考轨迹,误差最小。
里程计由于误差累积,导致末端执行器误差较大,特别是在长时间任务中表现不佳。
SLAM系统提供了中等精度,能够在动态和未知环境中较好地定位,但其误差依赖于环境特征和传感器性能。
不同定位方法对末端执行器误差的影响
 OptiTrack系统提供了最高的定位精度,误差最小且稳定,适用于高精度需求的打印任务。
OptiTrack系统提供了最高的定位精度,误差最小且稳定,适用于高精度需求的打印任务。
里程计由于误差累积,导致误差较大且不稳定,长时间使用会显著偏离参考轨迹。
SLAM系统提供了适中的定位精度,在动态和未知环境中表现较好,但误差依赖于环境特征和传感器性能。
通过图10的比较,表明选择合适的定位方法对于确保移动3D打印系统的高精度和稳定性至关重要。在高精度需求的任务中,外部跟踪系统(如OptiTrack)是最佳选择;在未知或动态环境中,SLAM系统提供了较好的平衡
五、创新点分析
- 1.自动化路径规划和控制:该论文的创新之一是在移动3D打印系统中引入了高层次的路径规划算法和模型预测控制器(MPC)的结合。相比之前的研究,作者不仅提出了任务一致路径规划(TCPP)算法来生成机器人基路径,还将其与MPC整合,实现了基于全局信息和局部最优的联合基臂运动规划。
- 3.长时间打印实验:作者进行了250米长的多层打印实验,这比之前的任何打印运动系统都要长约5倍,展示了所提出的算法和控制方法在实际应用中的有效性。















 3916
3916











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









