







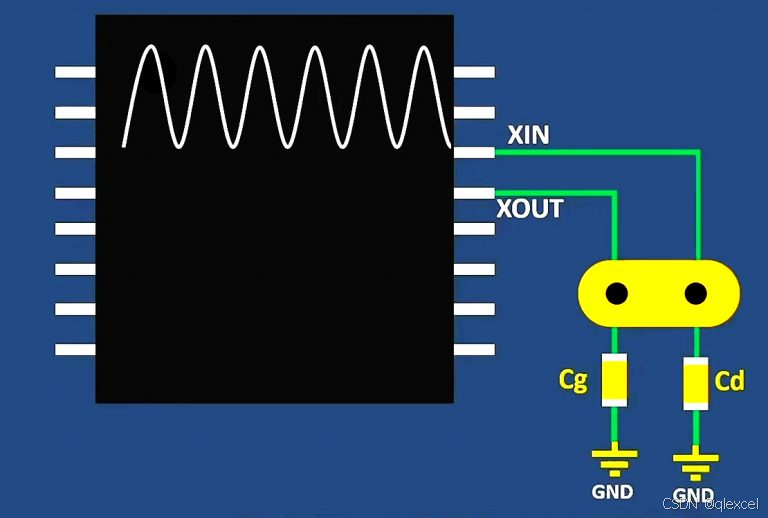
晶振电路很简单,如上,一般晶振两个脚上各有一个电容,然后直接连接到单片机上。
所以晶振不起振、不工作,排查起来也很简单。
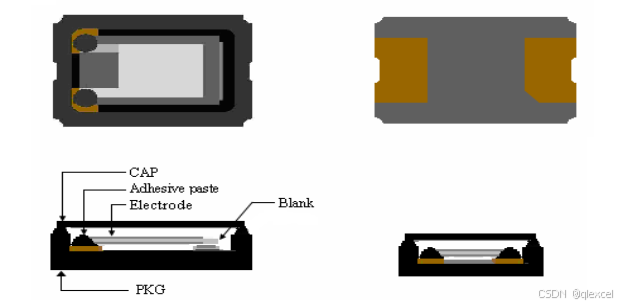
晶振内部核心部件为石英晶片,为易碎材质。晶振的频率越高,晶片则越薄,因此越易碎。
在石英晶片的两个对应面背银作为电极,由电极焊接引线至管脚,气密性封装外壳(真空并充氮气),这样就制造出石英晶体谐振器,简称石英晶振或晶振。
晶振注意事项
不要超声波清洁晶振、远离振动源
音叉晶振由于采用小型、薄型的晶振芯片,以及相对而言频率与超音波清洁器相近,所以会由于共振而容易受到破坏,因此不建议使用超音波工艺清洁晶振。
晶振内部对石英片进行了密封保护,冲击会影响到密封性,导致失效。
不要将机械性振动源(包括超声波振动源)安装到同一块基板上,不得已要专装到同一块基板上时,请确保晶振能正常工作。
石英晶振从高度75cm处落到硬质木板上三次,按照设计不会发生什么问题,但因落下时的不同条件而异,有可能导致石英晶片破损。
不要焊接外壳、不要长时间焊接、不要焊接温度过高
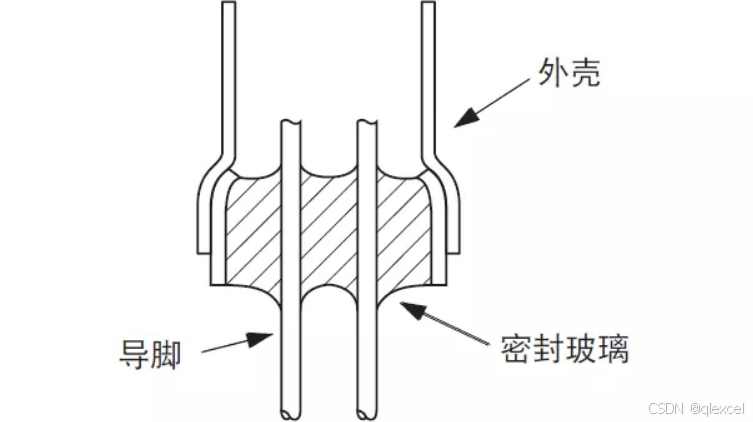
焊接部位仅局限于导脚离开玻璃纤部位 1.0mm 以上的部位,并且请不要对外壳进行焊接。如果直接在外壳部位焊接,会导致壳内真空浓度的下降,使晶振特性恶化以及晶振芯片的破损。
如果利用高温或长时间对导脚部位进行加热,会导致晶振特性的恶化以及晶振的破损。因此,请注意对导脚部位的加热温度要控制在300℃以下,且加热时间要控制在5秒以内(外壳的部位的加热温度要控制在150℃ 以下)。
电烙铁的温度需要适应,不应太高的温度,焊接速度要快,尽量避免反复焊接,以免对晶振造成内伤。

在晶振使用过程中,若晶振经过焊接后出现大批量的不良现象,很大一部分原因是焊接温度过高或/及焊接时间过长,会造成晶振的内部电极焊点不同程度破坏,严重时导致焊点脱落,直接引发晶振停振。
常见焊接方式为三种:手工焊接、波峰焊及回流焊。建议严格控制焊接温度和焊接持续时间。建议喷锡锡炉温度控制在245℃-260℃;过波峰温度控制在250℃左右;过回流温度245℃~255℃,时间控制在5秒之内。
不能强制拔出引脚
要修改弯曲的引线脚时,以及要取出圆柱晶振等情况下不能强制拔出引脚,如果强制地拔出引脚,会引起玻璃的破裂,而导致壳内真空浓度的下降,有可能促使晶振特性的恶化以及晶振芯片的破损。
失效举例
1、晶片断裂
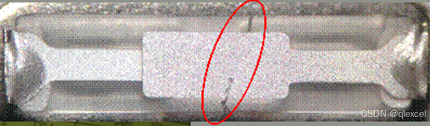
分析:晶片的化学成分为二氧化硅,与玻璃相同,属于清脆易碎品,在承受较大冲撞、跌落、强震动(如超声波)、温度环境极速变化等外力作用的情况下有可能产生破裂、破碎等现象。
解决方案:
1)晶片破裂是不可逆的物理现象,所以此不良是稳定且永恒的不良现象,虽然可造成晶振不起振,但却较易挑选。晶诺威晶振在出库前已通过全检淘汰该类晶振不良品。
2)建议客户在晶振转运过程中,严格遵循“跌落勿用”原则。在运输过程中,应对产品加强包装防护,避免产品遭受过强冲击而损坏。
2、导电胶断裂
分析:因断路导致晶振不起振或时振时不振。判定为导电胶品质NG。
解决方案:晶诺威晶振采用进口稳定高品质胶,可避免该问题发生。
3、电阻值过大
分析:导致电流强度不足于驱动晶片正常振动。晶振存放时间过长,或内部空间不够洁净,小水滴或杂质容易附于晶片表面,会造成晶振工作不稳定或停止工作。例如:49U密闭空间较其它封装更大,晶片长时间工作,更容易受到污染,发生频偏及电阻增大,造成稳定性不够。
解决方案:建议客户选取体积较小晶振,避免晶振长时间存储。选择晶诺威晶振,产品内部真空,已充氮气,确保内部空间洁净。
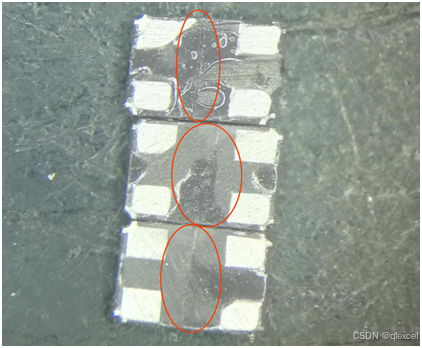
4、产品电极面存在隐性污染,导致上线后出现电气参数变异。
分析:焊接工作台脏污
解决方案:建议客户各工序下班前进行卫生清洁,清洁方式:使用无尘布蘸酒精对机台和工作台进行卫生清洁,值班长监督检查。
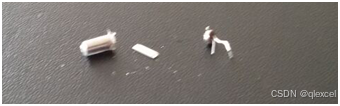
5、基座断裂
分析:晶振基座破裂,晶振遭受破坏性物理外力从而导致内部晶片因拉伸或扭曲而断裂,造成晶振停振。
解决方案:
1)建议客户在晶振贴片之前,增加对板子的预热动作,避免板子瞬间受热变形而造成对晶振基座破坏性的物理外力冲击的可能性发生。
2)建议客户在晶振运转中,包括仓库及产线,严格遵循“跌落勿用”原则。
如出现跌落,踩压等情形,严禁使用。
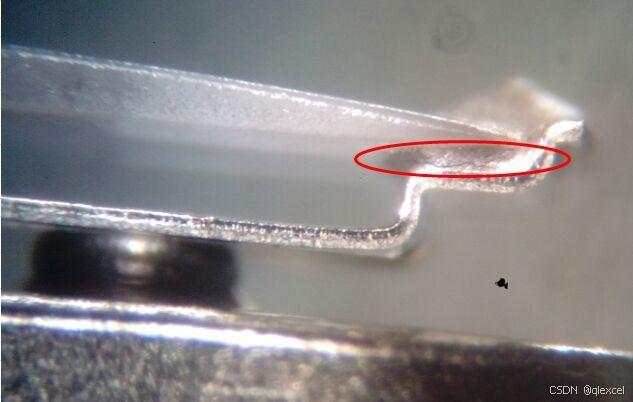
6、因焊接操作不规范造成晶振损坏导致晶振不起振。
分析:解剖发现,晶片已经破损,造成晶振停振
解决方案:针对圆柱晶体停振问题,建议客户针对晶振导脚焊接工序时,焊接部位仅局限于导脚到玻璃纤部位1.0mm以上的部位,并且请不要对外壳进行焊接。另外,假如利用高温或长时间对导脚部位进行加热,会导致晶振内部晶片镀银层破坏,电阻超差等问题。因此,请留意对导脚部位的加热温度要控制在300°C以下,且加热时间要控制在5秒以内(外壳的部位的加热温度要掌握在150°C以下)。另外,焊接中,严禁用力拉扯晶振导脚,以防破坏基座的玻璃纤部位,造成内部晶片碰壳受损。



















 1830
1830

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言











