







 超级会员免费看
超级会员免费看
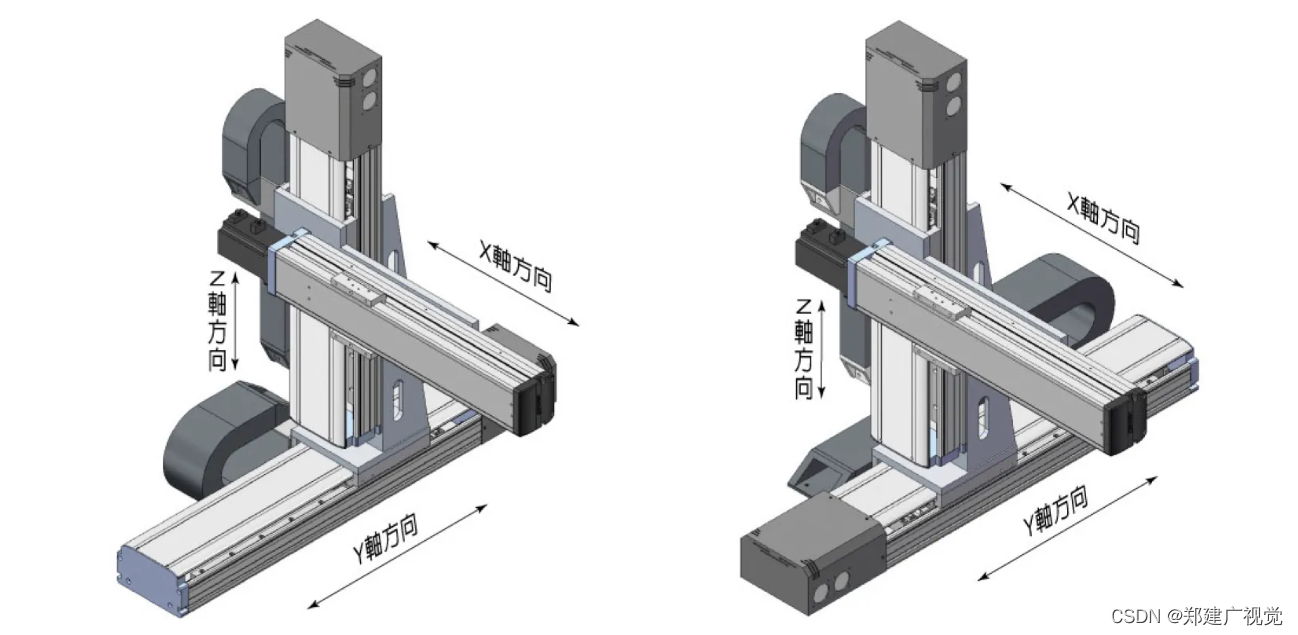
 本文介绍了使用S7-200SMART PLC进行三轴运动控制的编程方法,包括停止、复位、启动功能的实现。通过编写子程序控制各个轴的动作,并详细说明了速度、方向的设定以及回零、自动控制的过程。建议在编写程序后及时进行硬件测试,确保运动控制的准确性和安全性。
本文介绍了使用S7-200SMART PLC进行三轴运动控制的编程方法,包括停止、复位、启动功能的实现。通过编写子程序控制各个轴的动作,并详细说明了速度、方向的设定以及回零、自动控制的过程。建议在编写程序后及时进行硬件测试,确保运动控制的准确性和安全性。
今天看下具体的代码设计
我们有三个按钮,分别控制为停止,复位和启动;
上电后,我们复位所有轴,即回零所有轴;
回零后,我们点击启动按钮,伺服到达工作位,等待2秒后,伺服到达上料位,等待3秒后伺服到达下料位,等待2秒后伺服回到工作位,然后循环执行一直等到按下停止按钮结束。
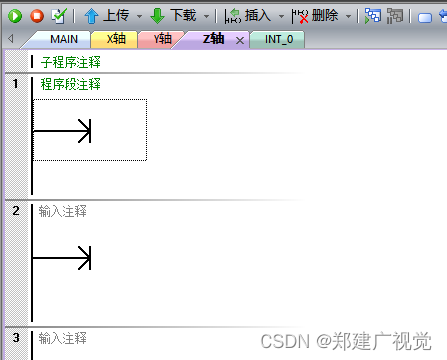
先创建3个子程序,我们分别写三个轴的控制程序。
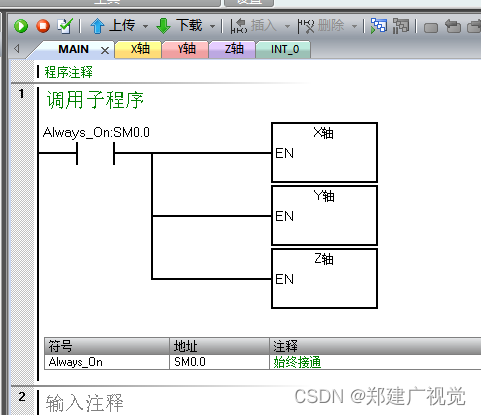
在主程序中调用这三个子程序
我们先把三个轴的主体程序写好
今天看下具体的代码设计
我们有三个按钮,分别控制为停止,复位和启动;
上电后,我们复位所有轴,即回零所有轴;
回零后,我们点击启动按钮,伺服到达工作位,等待2秒后,伺服到达上料位,等待3秒后伺服到达下料位,等待2秒后伺服回到工作位,然后循环执行一直等到按下停止按钮结束。
先创建3个子程序,我们分别写三个轴的控制程序。
在主程序中调用这三个子程序
我们先把三个轴的主体程序写好
 4218
2852
5014
4218
2852
5014

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言





 订阅专栏 解锁全文
订阅专栏 解锁全文


























