







摘要
包装生产线常用于许多物品的分拣及包装服务,是库房包装物品和物流公司常用的一种包装设备。传统的包装生产方式大多数是依靠让人工手动包装分拣,耗时长,且效率较为低下,还有一定的人工成本,不足以满足生产经济发展的需要。由此自动包装生产线应运而生,自动包装生产线是一种人为干预少,能够按照包装需求,对物品进行包装分拣的自动化生产线。可编程控制器(PLC),是一种具有微处理器的用于自动化控制的数字运算控制器,它具有工作可靠、编程简单、体积小、安装方便等特点,所以在工业上有着广泛的用途。基于PLC的优点,所以采用PLC作为包装生产线的模拟控制系统。本次模拟系统设计是在工业上已拥有的自动化包装生产线为基础,通过增添和完善一些功能后,自主设计出基于PLC的包装生产线模拟控制系统。按下启动按钮后,系统自动运行,实现了包装箱的运送、停止和把物品传送进包装箱的功能等。通过增加限位开关,用来对包装箱位置的缺顶。设置信号灯,用来对系统运行的警报和提示。自动化包装生产线系统有着自动化程度高、具有警报提示等特点,在系统设计中还加入了三菱变频器,用来控制物品输送的速度;增加了触摸屏人机交互功能,点击触摸屏的图标或者文字就能够操控系统的运行。在设计中经过多次与PLC、触摸屏进行连接的整体调试,实现了本次系统中所需要的功能。
关键词:自动化包装生产线;PLC;变频器;触摸屏;控制系统
PLC的基本组成
PLC硬件结构主要由中央处理器(CPU)、电源、储存器、输入/输出单元和外接设备五大部分构成。PLC硬件结构图如图1所示。
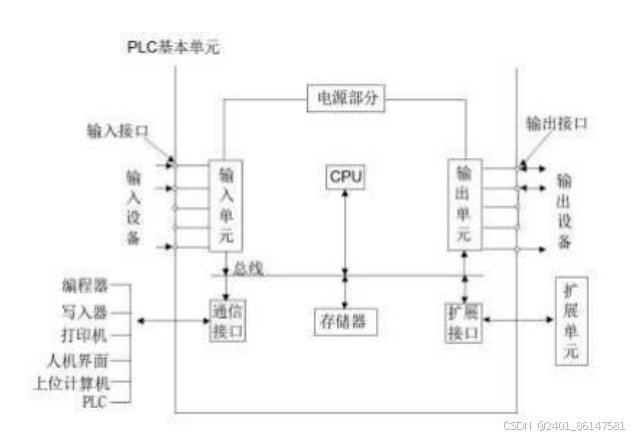
图1 PLC硬件结构图
包装生产线控制系统
1 包装生产线的基本结构
包装生产线是一种自动化加工生产线,常用于物品的生产与包装。其基本结构原理如图1所示。
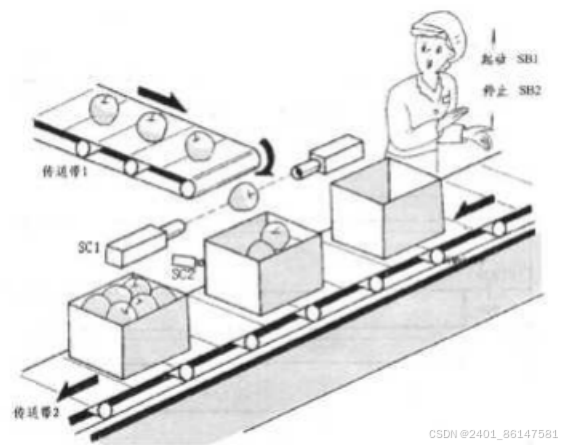
图1 包装生产线结构原理图
包装生产线的主电路图
其中,QF为断路器,FU1为熔断器,FR1~FR2为热继电器,M1为物品传送带电机,M2为包装箱传送带电机。包装生产线主电路如图2所示。
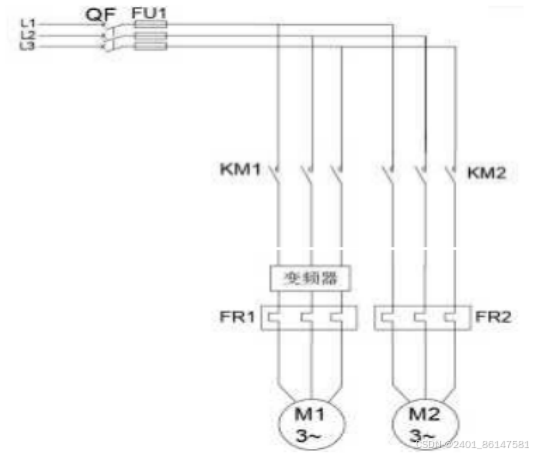
图2 包装生产线主电路图
三菱变频器介绍
(1)三菱FR-D740变频器型号
变频器在目前来说是较为普遍的电动机调速方式,普遍适用于在工业生产和自动化流水线等。本次包装生产线控制模拟系统用到变频器的是三菱的FR-D740-0.75K-CHT型号的变频器。
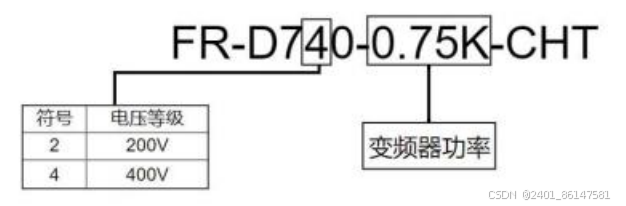
图1 变频器型号
总结
此次毕业设计采用PLC进行系统控制,设计出了一个基于PLC的包装生产线控制系统,此外增加了变频器对电机速度的控制,增加了触摸屏实现人机界面,可以通过触摸屏对系统进行控制,本次包装生产线控制系统功能更多,经过模拟系统调试达到预定的功能,调试完成。在本次系统中运用发光二极管来模拟实际系统运行过程中的指示灯,还增加了限位开关,用于确认包装箱的位置,从而进行下一步的系统控制。PLC在工业控制方面优点很多,使用灵活,通用性强;可靠性强,抗干扰能力强;接口简单、维护方便;利用PLC来控制包装生产线可以使得控制系统得到进一步简化,操作更加方便,同时系统也会更加稳定。随着我国科技水平的不断发展进步,生产领域推陈出新对于包装技术有了更高的要求以及对于包装设备的多样化有了更大的需求,自动化的包装生产线行业会得到更为迅速的发展。随着PLC控制技术及各种新技术不断发展,更加成熟,利用PLC控制的包装生产线系统会更稳定,安全可靠,自动化程度更高。
参考文献
[1]邢迟.干鲜果品称重包装生产线的PLC系统设计[D].青岛:青岛大学,2014
[2]郁汉琪.机床电气及可编程序控制器实验、课程设计指导书[M].北京:高等教育出版社,2001
[3]何孝成,刘印,王宫辉.三菱PLC在工业中的应用[J].中国包装工业,2015,(12):13-14.
[4]史国生.电气控制与可编程控制器技术(第三版)[M].北京:化学工业出版社,2013
[5]张应龙.PLC编程入门及工程实例[M].北京:化学工业出版社,2015
[6]杨丽,孙瑞雪.基于PLC的电动机多段速控制[J].数学技术与应用,2019,37(4):1-2
[7]蔡杏山.PLC、变频器入门知识和实践课堂[M].北京:电子工业出版社,2011
[8]何军全,岑曦,杨超.电气控制[M].天津:天津科学技术出版社,2021
[9]程子华,阳胜峰.触摸屏应用技术[M].北京:人民邮电出版社,2010
[10]郑凤翼.三菱FX2N系列PLC应用100例[M].北京:电子工业出版社,2017
[11]陈萌.自动化生产线运行与维护[M].北京:中国水利水电出版社,2012
[12]孙智慧,徐克飞,谷吉海等.包装机械概论[M].北京:印刷工业出版社,2007:119-120

















 1447
1447

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









