







目录
前言:
焊接中的三种形式:接头形式、焊缝形式、坡口形式,容易混淆,但理解清楚每个概念精髓及存在的意义就更能明白其中的差异,从而更好的使用这些焊接术语。
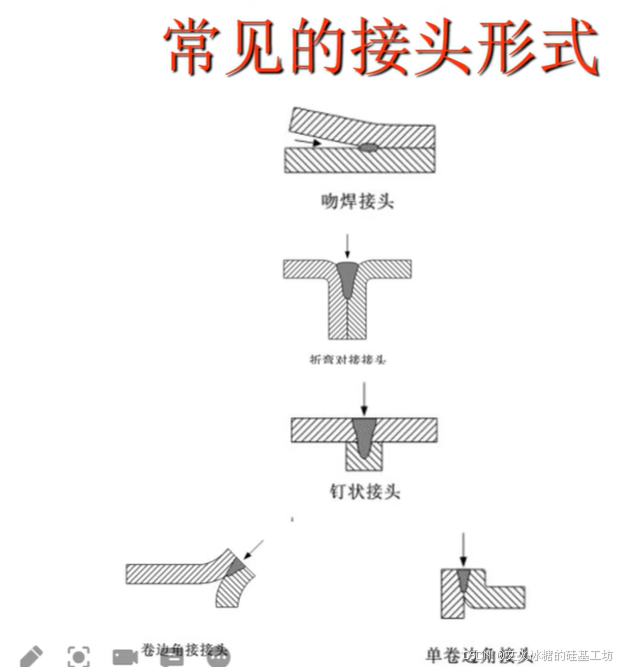
一、两种分立工件的组合方式:接头形式
两种分立工件的组合方式中,接头形式是一个关键方面。
接头形式的设计直接影响到工件组合的结构性能与安全。
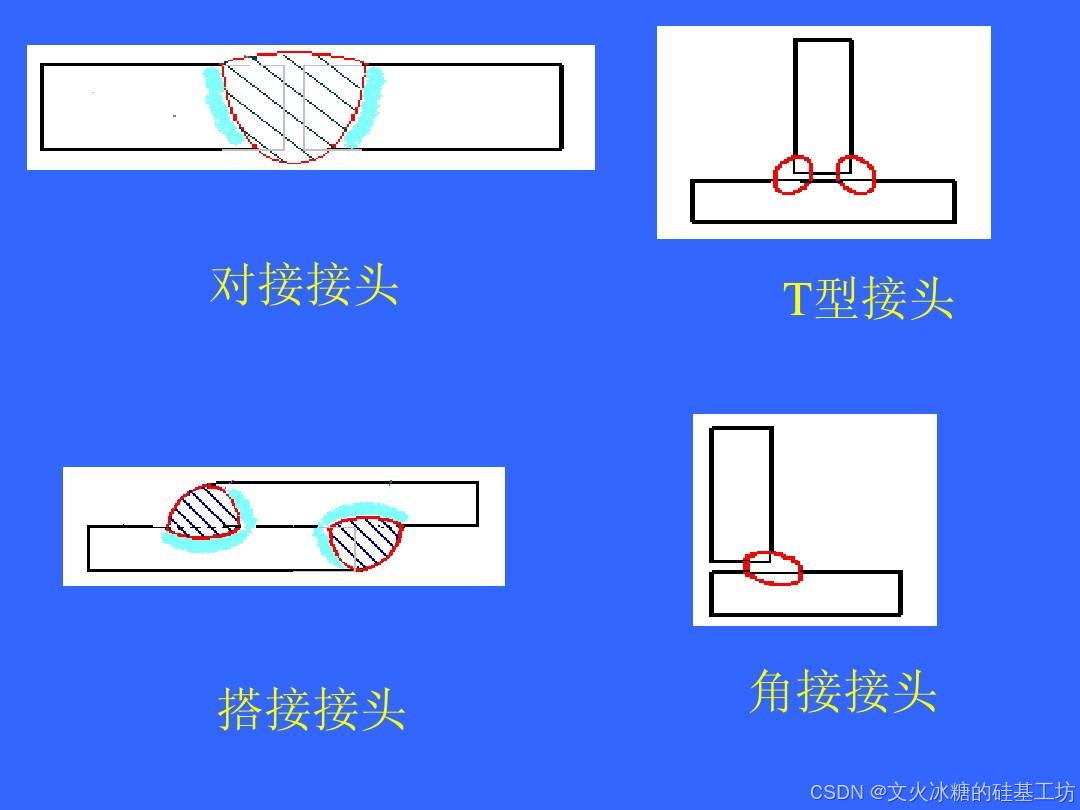
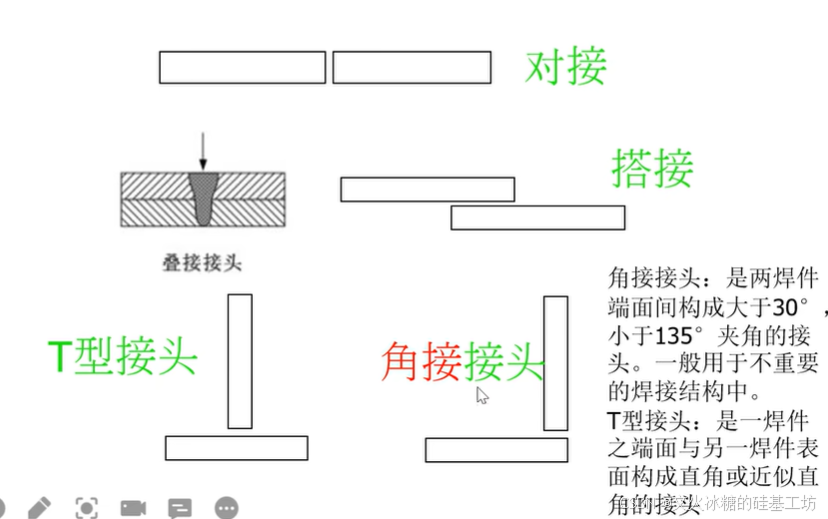
常见的接头形式主要包括对接、角接、T形接和搭接等。
以下是对这些接头形式的详细解释:
1.1 概述
1. 对接接头
- 定义:两件表面构成大于或者等于135°,小于或者等于180°夹角的接头叫做对接接头。对接接头是焊接结构中最基本、最常用的接头形式。
- 特点:对接接头的应力分布均匀,接头质量易于保证,且能够节省材料。因此,在重要受力焊缝(如锅炉、压力容器等结构)进行手弧焊或埋弧焊时,应尽量选用对接接头。
- 应用:当工件需要承受较大的力或压力时,对接接头是首选。
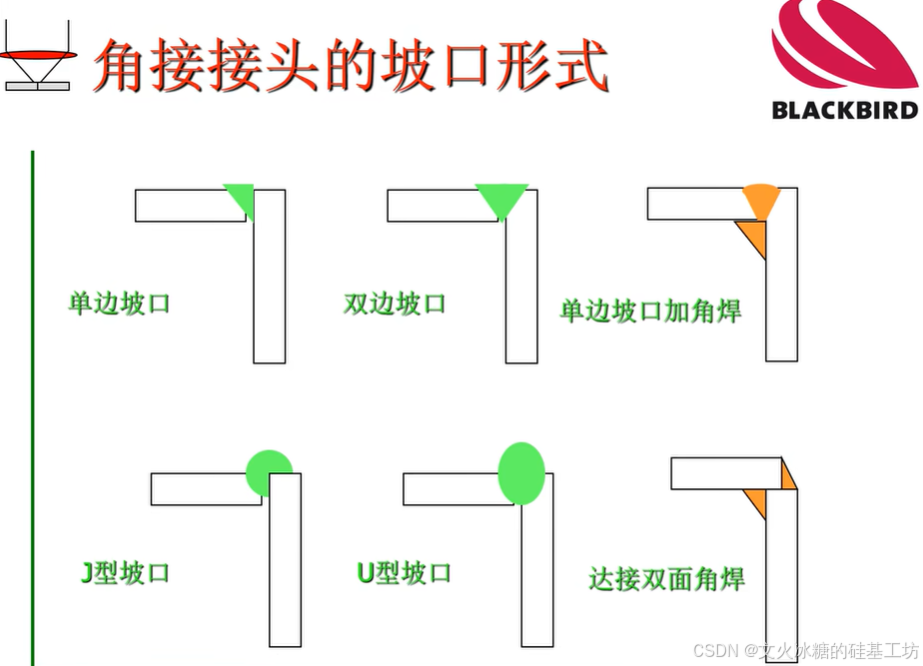
2. 角接接头
- 定义:两件焊件端面间构成大于30°、小于135°夹角的接头称为角接接头。角接接头根据是否开坡口,可以分为不开坡口的角接接头和开坡口角接接头。
- 特点:角接接头在连接直角或近似直角的结构时非常有效。其应力分布相对复杂,但下料和装配方便,工艺操作简单,节省工时。
- 应用:在需要直角连接的场合,如框架结构的角部连接,角接接头是常用的选择。
3. T形接头
- 定义:一焊件端面与另一焊件表面构成直角或者近似直角的接头称为T形接头。T形接头根据是否开坡口,可以分为不开坡口的T形接头和开坡口T形接头(如带钝边单边V形坡口、带钝边双单边V形坡口)。
- 特点:T形接头在连接垂直相交的两个工件时非常有效。其受力性能良好,但焊接工艺相对复杂。
- 应用:在需要垂直相交连接的场合,如梁柱连接、支撑结构等,T形接头是常用的选择。
4. 搭接接头
- 定义:两焊接件部分重叠构成的接头叫做搭接接头。搭接接头根据焊接方式的不同,可以分为I形坡口搭接、圆孔内塞焊搭接和长孔内角焊搭接等。
- 特点:搭接接头的应力分布复杂,易产生弯曲附加应力,使接头强度降低。但其下料和装配方便,工艺操作简单,节省工时。
- 应用:在受力不大的平面连接中,如厂房屋架、桥梁等结构,多采用搭接接头。
总结
在选择两种分立工件的组合方式时,应根据工件的受力情况、焊接方法、结构形状与尺寸、强度要求以及坡口加工难易等因素综合考虑。对接接头适用于重要受力焊缝;角接接头和T形接头适用于直角或近似直角连接的场合;搭接接头则适用于受力不大的平面连接。通过合理选择接头形式,可以确保工件组合的结构性能与安全。
1.2 不同接头优缺点的比较
不同接头形式在焊接和连接过程中各有其独特的优缺点。
以下是对对接接头、角接接头、T形接头和搭接接头优缺点的详细比较:
1. 对接接头
优点:
- 传力效率高:对接接头的传力效率较高,应力集中小,其强度性能可以达到与母材基本相等,能承受较大的静载荷和较高的疲劳交变载荷。
- 结构简单:对接接头由两个相同或相似的外形和间隙的接头部件组成,连接时只需将两个部件对接紧密即可。
- 安装方便:对接接头的安装步骤简单,可以在工厂或现场进行,安装方式灵活多样。
- 密封性好:对接接头充分利用接头部件相互咬合密封的特点,具有较好的密封性,可以有效避免液体、气体泄漏的问题。
- 轻量化:对接接头的结构简单,材料选用可根据实际需要灵活选择,便于进行轻量化设计。
缺点:
- 承载能力有限:由于对接接头的结构简单,没有明显的承载面,其承载能力相对较小,需要在设计时考虑到受力部位,加强结构以保证其安全可靠。
- 密封性受限:虽然对接接头有较好的密封性,但也受到密封材料的限制,如果选择的密封材料不合适,易造成泄漏等问题。
- 精度要求高:对接接头之间的间隙对连接效果有较大的影响,需要对接头加工和连接过程进行精细控制。
2. 角接接头
优点:
- 组装简单:角接接头的组装过程相对简单,成本较低。
- 强度高:角接接头具有较高的强度,抗扭转性能好,能够顺应零件的变形,焊缝拉伸变形量小。
- 承载能力强:角接接头可以承受较大的剪切力和拉伸力。
缺点:
- 焊缝质量影响大:焊缝的质量对角接接头的强度和耐久性影响较大,需要保证焊缝的质量。
- 刚度较大:角接接头的刚度较大,可能会影响零件的整体弯曲性能。
3. T形接头
优点:
- 加强接头:T形接头使接头得到加强,适用于悬挑结构和重载结构。
- 承载能力强:由于结构特点,T形接头在垂直方向上的承载能力较强。
缺点:
- 应力分布不均匀:T形接头的应力分布不均匀,虽然承载能力低,但能承受各种方向的力和力矩。
- 制作难度和成本高:T形接头的制作难度和成本相对较高,需要更复杂的加工工艺和更昂贵的材料。
4. 搭接接头
优点:
- 制作简单:搭接接头的制作工艺相对简单,易于操作。
- 装配要求低:搭接接头的装配要求相对较低,可以适应一些不太严格的装配条件。
- 承载能力可调:通过增大搭接面积,可以在接头强度低于焊接金属强度的条件下达到接头与焊件具有相等的承载能力的要求。
缺点:
- 母材消耗大:搭接接头需要消耗较多的母材,导致结构重量增大。
- 易形成应力集中:搭接接头的应力分布不均匀,易形成应力集中,影响接头的强度和耐久性。
- 焊缝长度长:搭接接头的焊缝长度较长,可能增加焊接难度和成本。
综上所述,不同接头形式各有其优缺点,在选择时应根据具体的应用场景、受力情况、工艺条件等因素进行综合考虑。
二、焊缝形式
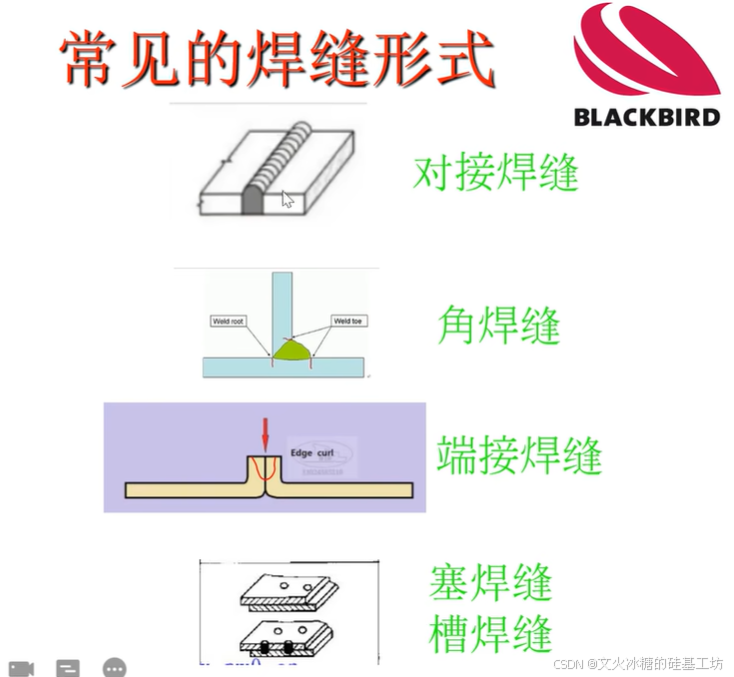
焊缝形式在焊接工艺中占据重要地位,它们的选择直接影响到焊接结构的质量、强度和可靠性。常见的焊缝形式主要包括以下几种:
2.1、按焊缝结合形式分类
- 对接焊缝
- 定义:对接焊缝是在焊件的坡口面间或一零件的坡口面与另一零件表面间焊接的焊缝。
- 特点:对接焊缝是最常见的焊缝形式,用于连接两块平行或接近平行的金属板。它可以是直边的,也可以是带有斜角的,如单面V形焊缝或双面V形焊缝。对接焊缝的传力效率高,应力集中小,适用于承受较大载荷的场合。
- 应用:广泛应用于各种焊接结构中,特别是在需要高强度和良好密封性的场合。
- 角焊缝
- 定义:角焊缝是沿两直交或近直交零件的交线所焊接的焊缝。
- 特点:角焊缝主要用于连接两块垂直或接近垂直的金属板,通常在角落或边缘处形成。其尺寸和形状可以根据需要进行调整,以适应不同的连接要求。角焊缝的应力分布相对复杂,但制作和装配相对简单。
- 应用:在框架结构、箱形结构等场合中广泛应用。
- 塞焊缝
- 定义:塞焊缝是两零件相叠,其中一块开圆孔,在圆孔中焊接两板所形成的焊缝。只在孔内焊角焊缝者不称塞焊。
- 特点:塞焊缝的焊缝填充材料被塞入预先钻好的孔中,然后进行焊接。这种焊缝形式适用于管道和管件的连接,以及需要增加连接强度的场合。
- 应用:在管道工程、机械制造等领域中常见。
- 槽焊缝
- 定义:槽焊缝是两板相叠,其中一块开长孔,在长孔中焊接两板的焊缝。只焊角焊缝者不称槽焊。
- 特点:槽焊缝是一种特殊类型的对接焊缝,其中金属板的边缘被切削成槽形,以便焊缝填充材料可以更好地填充和结合。这种焊缝形式适用于需要增加连接强度和密封性的场合。
- 应用:在重型机械、压力容器等领域中有所应用。
- 端接焊缝
- 定义:端接焊缝是构成端接接头所形成的焊缝。
- 特点:端接焊缝主要用于连接两个端面,形成稳定的接头结构。其形状和尺寸根据具体连接要求而定。
- 应用:在管道连接、钢结构安装等场合中常见。
2.2、按焊缝在空间位置分类
- 平焊缝
- 定义:焊缝处于水平位置的焊缝。
- 特点:操作相对简单,易于保证焊接质量。
- 立焊缝
- 定义:焊缝处于垂直位置的焊缝。
- 特点:焊接难度较大,需要较高的焊接技能。
- 横焊缝
- 定义:焊缝与水平面成一定角度的焊缝。
- 特点:焊接时需要注意控制熔池形状和焊接速度。
- 仰焊缝
- 定义:焊缝处于仰面位置的焊缝。
- 特点:焊接难度最大,需要采取特殊的焊接措施来保证焊接质量。
2.3、其他焊缝形式
- 气体保护焊缝
- 特点:在焊接过程中使用保护气体(如氩气或二氧化碳)来保护焊缝区域免受空气中氧气和氮气的侵害,从而提高焊接质量。
- 激光焊缝
- 特点:使用高能量的激光束作为热源进行焊接,可以产生非常精细和精确的焊缝,适用于需要高精度的焊接场合。
- 点焊缝
- 特点:通过在金属板的接触点上施加电流和压力,形成局部的熔化和结合,从而产生点焊缝。这种焊缝适用于薄板的连接。
- 缝焊缝
- 特点:类似于点焊,但焊缝是连续的,通常用于制造管状或圆形部件。
2.4、总结
焊缝形式的选择应根据具体的焊接要求、材料特性、结构形式以及工艺条件等因素综合考虑。不同的焊缝形式具有不同的特点和适用范围,正确选择和使用焊缝形式对于保证焊接质量和结构的可靠性至关重要。
三、坡口形式
3.1 什么是焊接的坡口
焊接的坡口是焊接工艺中的一个重要概念,它指的是在焊件的待焊部位加工并装配成的一定几何形状的沟槽。
坡口的制备主要是为了焊接工件,保证焊接质量,使热源(电弧或火焰)能够深入焊缝根部,确保根部焊透。
以下是关于焊接坡口的详细解释:
1、坡口的定义
坡口是焊接前对工件需要焊接处进行的加工,可以气割,也可以切削而成,一般为斜面,有时也为曲面。坡口的主要目的是使热源能够深入焊缝根部,保证根部焊透,同时便于操作和清理焊渣,调整焊缝成型系数,获得较好的焊缝成型,并调节基本金属与填充金属的比例。
2、坡口的作用
- 保证焊接质量:坡口能够确保焊接时热源能够深入焊缝根部,使焊缝根部得到充分焊透,从而提高焊接接头的强度和密封性。
- 便于操作和清理:坡口的形状和尺寸设计合理,可以便于焊接操作,同时也有利于焊渣的清理,提高焊接效率。
- 调整焊缝成型:通过选择合适的坡口形式和尺寸,可以调整焊缝的成型系数,获得所需的焊缝形状和尺寸。
- 调节金属比例:坡口还可以调节基本金属与填充金属的比例,使焊缝的化学成分和组织结构更加均匀,提高焊接接头的性能。
3、坡口的类型
根据设计或工艺要求,坡口可以加工成不同的几何形状和尺寸,常见的坡口类型包括V型坡口、U型坡口、X型坡口、单边V形坡口、K形坡口、J形坡口等。不同类型的坡口适用于不同的焊接工况和要求。
4、坡口的选择原则
为了获得高质量的焊接接头,应选择适当的坡口型式。在选择坡口时,应考虑以下因素:
- 焊接材料:不同材料的焊接性能和可焊性不同,因此需要根据焊接材料的特性选择合适的坡口型式。
- 焊接方法:不同的焊接方法对坡口的要求也不同,需要根据所选的焊接方法确定坡口的形状和尺寸。
- 焊接位置:焊接位置的不同也会影响坡口的选择,例如平焊、立焊、横焊和仰焊等位置对坡口的要求不同。
- 焊接要求:根据焊接接头的强度、密封性、耐腐蚀性等要求选择合适的坡口型式。
5、坡口的制备
坡口的制备可以采用机械加工、气割或热切割等方法。机械加工方法包括车削、铣削、刨削等,适用于精度要求较高的坡口制备。气割和热切割方法则适用于精度要求不高的场合。在制备坡口时,需要保证坡口的形状和尺寸符合设计要求,并清除坡口表面的氧化皮、油污等杂质,以保证焊接质量。
综上所述,焊接的坡口是焊接工艺中的重要组成部分,其选择和制备对于焊接接头的质量具有重要影响。在实际应用中,需要根据具体情况选择合适的坡口型式和制备方法,以确保焊接接头的质量和性能。
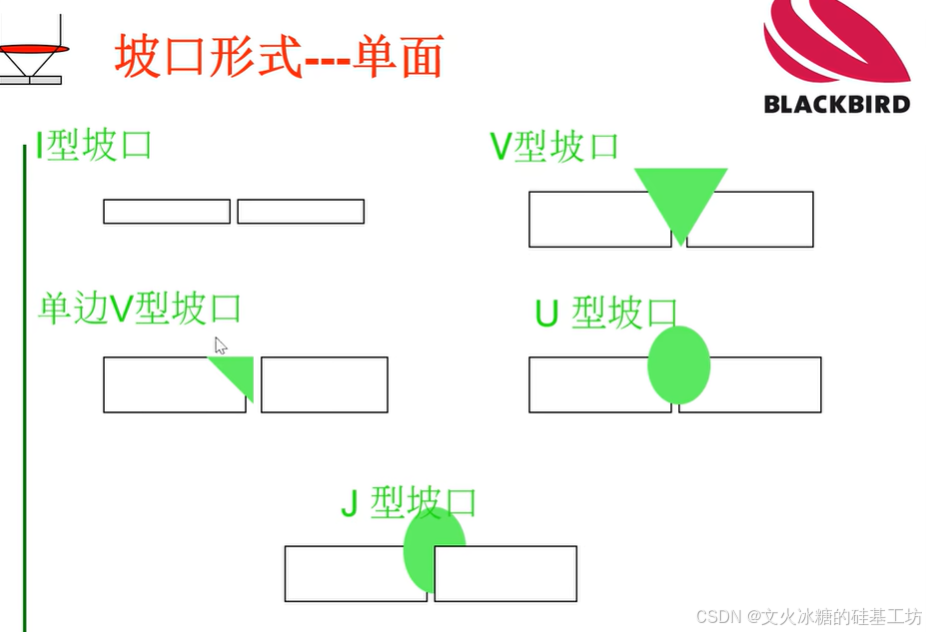
3.2 坡口的形式
坡口形式在焊接工艺中扮演着重要角色,它们的选择直接影响到焊接接头的质量、强度和可靠性。常见的坡口形式主要包括以下几种:
1、基本坡口形式
- V形坡口
- 特点:坡口面为V字形,具有加工简单、焊接变形小、焊接材料消耗少等优点。
- 应用:适用于中厚板的全焊透对接接头,是焊接中最常用的坡口形式之一。
- U形坡口
- 特点:坡口面为U字形,比V形坡口具有更大的坡口角度和根部间隙,便于焊接操作,同时焊缝金属填充量较大。
- 应用:适用于大厚度板材的焊接,特别是需要较大熔深和较好焊缝成形的场合。
- X形坡口
- 特点:由两个对称的V形坡口组成,具有较大的坡口面积和熔深,焊接时能够形成双面焊缝,提高焊接接头的强度和密封性。
- 应用:适用于厚度较大、要求强度较高的对接接头,如压力容器、管道等结构的焊接。
- 双V形坡口
- 特点:与X形坡口类似,但两个V形坡口之间留有一定的间隙,便于焊接操作和焊接材料的填充。
- 应用:在某些特定情况下,如需要增加焊缝长度或减小焊接应力的场合,可能会选择双V形坡口。
2、其他坡口形式
除了上述基本坡口形式外,还有一些其他常见的坡口形式,如:
- 单边V形坡口
- 特点:仅在一侧形成V形坡口,另一侧为直边或略带坡度的边缘。
- 应用:适用于板厚相差较大或只需一侧进行焊接的场合。
- K形坡口
- 特点:坡口面呈K字形,具有较大的坡口面积和熔深,适用于厚板焊接。
- 应用:在某些特殊结构的焊接中可能会采用K形坡口。
- J形坡口
- 特点:坡口面呈J字形,具有独特的形状和尺寸要求。
- 应用:在某些特殊工艺要求下可能会采用J形坡口。
- I形坡口
- 特点:实际上并不算是真正的坡口形式,因为它没有明显的坡口角度和根部间隙。但在某些情况下,如薄板对接或不需要开坡口的焊接中,可以视为I形坡口。
- 应用:主要用于薄板焊接或不需要开坡口的场合。
- 双U形坡口
- 特点:与U形坡口类似,但具有两个对称的U形坡口面。
- 应用:在某些特殊结构的焊接中可能会采用双U形坡口。
3、选择坡口形式的考虑因素
在选择坡口形式时,通常需要考虑以下几个方面的因素:
- 可焊到性或便于施焊:坡口形式应便于焊接操作,保证焊接质量。
- 降低焊接材料的消耗量:在保证焊接质量的前提下,尽量减少焊接材料的消耗。
- 坡口易加工:坡口形式应便于加工和制备,降低生产成本。
- 减小或控制焊接变形:坡口形式的选择应有利于减小和控制焊接变形,保证焊接接头的尺寸精度和形状精度。
综上所述,坡口形式的选择应根据具体的焊接要求、材料特性、结构形式以及工艺条件等因素综合考虑。在实际应用中,应根据具体情况灵活选择适当的坡口形式。
四、焊缝位置
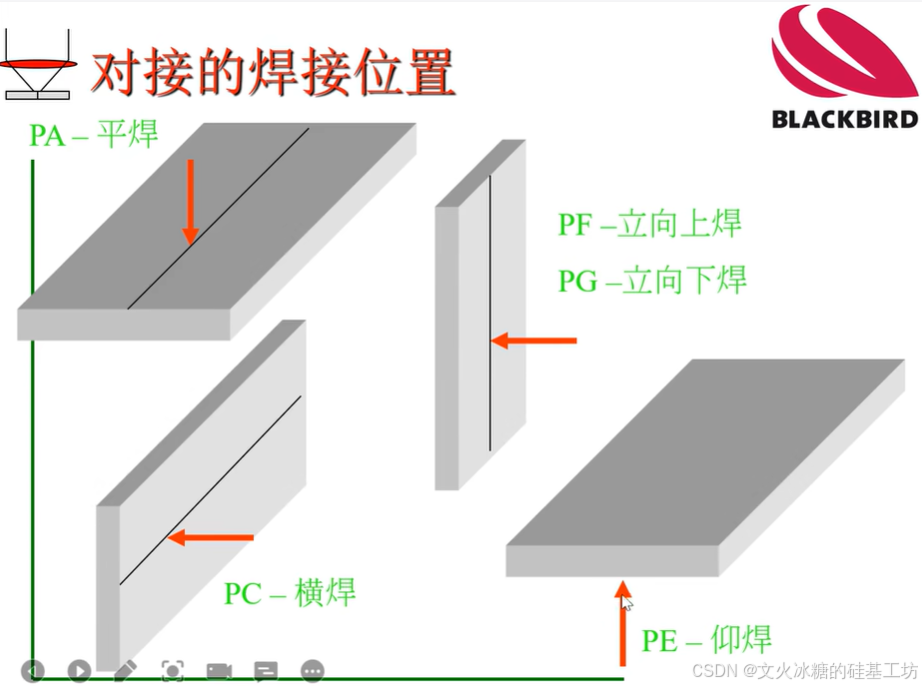

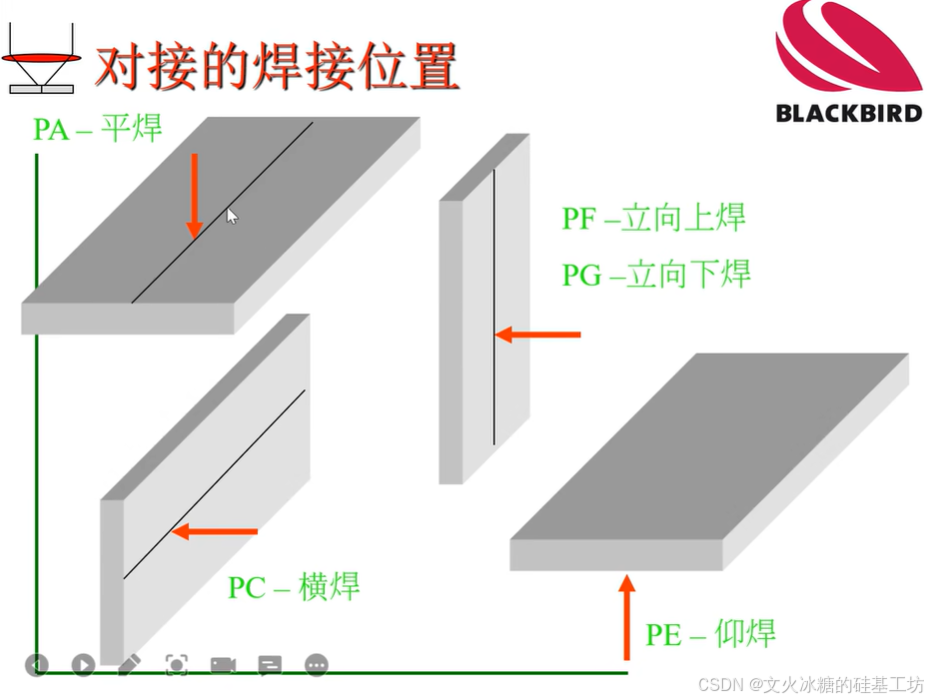
焊缝的位置在焊接工艺中是一个重要的考虑因素,它决定了焊接接头的质量、强度和可靠性。焊缝的位置可以根据焊缝倾角和焊缝转角来表示,通常分为平焊、横焊、立焊和仰焊等几种类型。
1、焊缝位置的分类
- 平焊位置
- 定义:焊缝倾角为0°,焊缝转角为90°或180°的焊接位置。
- 特点:操作相对简单,焊接质量容易保证,因为焊接时熔池金属不易流淌,焊缝成形好。
- 应用:广泛应用于各种焊接结构中,特别是在要求焊接质量较高的场合。
- 横焊位置
- 定义:焊缝倾角为0°,焊缝转角为0°或180°的焊接位置。
- 特点:焊接时熔池金属容易流淌,需要采取适当的焊接措施来防止焊缝成形不良和未焊透等缺陷。
- 应用:适用于管道、容器等水平环焊缝的焊接。
- 立焊位置
- 定义:焊缝倾角为90°或270°的焊接位置。
- 特点:焊接难度大,熔池金属容易下淌,需要较高的焊接技能和经验。
- 应用:适用于管道、容器等立焊缝的焊接,以及T型接头的立焊。
- 仰焊位置
- 定义:焊缝倾角为0°,焊缝转角为270°的焊接位置。
- 特点:焊接难度最大,熔池金属容易下坠,且焊接时焊工需要仰视操作,容易造成视觉疲劳和焊接质量不稳定。
- 应用:应尽量避免仰焊位置,如果必须采用,需要采取特殊的焊接措施和工艺来保证焊接质量。
2、焊缝位置的表示方法
焊缝位置可以用焊缝倾角和焊缝转角来表示。焊缝倾角是指焊缝轴线与水平面之间的夹角,焊缝转角是指焊缝中心线与水平参照面之间的夹角。通过这两个角度可以准确地描述焊缝在焊件上的具体位置。
3、焊缝位置的选择原则
在选择焊缝位置时,需要考虑以下因素:
- 焊接质量:应选择易于保证焊接质量的焊缝位置,避免选择焊接难度大、容易产生缺陷的焊缝位置。
- 生产效率:在保证焊接质量的前提下,应选择生产效率高的焊缝位置,减少焊接时间和成本。
- 焊接工艺:根据焊接工艺的要求选择合适的焊缝位置,确保焊接接头的强度和密封性满足设计要求。
4、焊缝位置的实例
在实际焊接中,焊缝位置的选择需要根据具体的焊接结构和工艺要求来确定。例如,在管道焊接中,通常会选择平焊或横焊位置进行焊接;在容器焊接中,可能会根据容器的形状和尺寸选择不同的焊缝位置进行焊接。此外,在T型接头、角接接头等复杂接头的焊接中,还需要根据接头的形状和角度选择合适的焊缝位置和焊接工艺。
综上所述,焊缝的位置在焊接工艺中是一个重要的考虑因素,它直接影响到焊接接头的质量、强度和可靠性。在选择焊缝位置时,需要综合考虑焊接质量、生产效率和焊接工艺等因素,并根据具体的焊接结构和工艺要求来确定。




















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言











