






在制造业运营中,生产线管理常因依赖人工经验导致效率流失与成本失控。传统模式下,生产计划粗放、物料供应脱节、质量问题滞后等痛点频发,企业难以应对订单变更与市场波动。随着数字化转型推进,构建系统化、数据化的生产线管理体系成为提升竞争力的关键。
一、生产线管理到底是什么?
生产线管理是对人员、设备、物料、工艺、环境等生产要素进行系统性整合与协调的过程。它通过合理规划与管控,保障生产活动连续、稳定、高效运转,是贯穿制造业全流程的核心管理体系>>>生成管理系统
在市场竞争白热化、客户需求多样化的当下,生产线管理直接决定企业成本控制能力与交付响应速度,是构建企业核心竞争力的关键。
比如小型家具厂,人员、设备、物料、工艺、环境都是生产要素。
管理不善,工人可能因缺料干等、设备故障无人修,生产停滞;
管理得当,物料及时、设备正常、人员高效,就能够快速生产交付,减少浪费。
高效的生产线管理能助力企业灵活应对市场波动,降低经营风险,为长期可持续发展筑牢根基,堪称制造业立足市场、谋求增长的 “命脉工程”。
二、工厂生产线产管理的常见痛点
在工厂生产管理中,三大核心痛点正实实在在拖慢效率、抬高成本:

1. 生产计划不合理,物料供应总掉链子
- 订单一来就开工,生产计划全靠人工排期,设备什么时候该检修、产线该怎么调配全凭经验
- 物料管理全靠 Excel 台账,要投产时才发现缺料,要么停工等料浪费工时,要么紧急采购成本飙升
2. 质量管控不到位,问题永远后知后觉
想知道订单生产到哪一步?得挨个问车间主任、班组长,信息层层传递至少滞后半天;质量检验靠人工抽检,不良品往往到包装环节才被发现,返工不仅浪费材料,还可能导致交付延期……
3. 生产进度没人盯,系统工具跟不上需求
生产数据全靠纸质表单记录,设备运行状态、能耗、良品率等关键信息无法实时同步;各部门数据割裂,管理层做决策只能凭经验 “拍板”,传统管理方式根本撑不起多订单、多工序的复杂协同,效率低下还容易出错。
这些问题的根源,在于 传统管理工具早已跟不上数字化时代的生产需求。
同行正在用系统化工具实现生产计划自动排程、物料库存实时预警、进度质量在线追踪时,有的工厂还在盲目依赖人工管理,只会在效率、成本、交付上全面落后。用数字化系统打通计划、物料、进度、质量全流程,让数据实时说话,才是破解生产管理难题的关键。
三、生产线管理到底怎么做?
1. 订单需求分析
核心:先搞清楚要做什么,再考虑怎么做!
- 订单多少?交期是什么时候?
- 产品类型?生产复杂度?
- 生产周期多久?
- 现有产能能不能满足需求?
例如你经营一家汽车零部件制造厂,突然接到10000套发动机缸体的订单,客户要求45天交付。这时候就得先评估生产线日均加工能力,测算设备与人力、核查原材料库存,最后梳理排产计划,避免与现有订单产生工装、质检资源冲突。只有把这些全面厘清,才能确保生产有序推进。

2. 物料和设备准备
核心:确保生产不被“卡脖子”
生产最怕的就是“人等料”或者“机等人”,所以生产计划一定要预先安排好原材料采购、库存检查、设备调试等。
- 物料有没有现货?如果没有,采购要多久?
- 机器设备有没有空档期?需不需要提前维修保养?
- 生产人员够不够?如果不够,是招人还是加班?

很多工厂吃过这个亏,比如订单都排好了,结果生产当天发现某个关键零件没到货,白白浪费了时间。
3. 生产排程
核心:合理安排时间,最大化利用产能
按订单排产:根据订单交期,先急后缓,确保紧急订单优先。

- 按设备负荷排产:避免某台机器超负荷,而另一台闲着不干活。
- 按工人排产:确保人手足够,减少加班加点。
小技巧:可以用Excel、ERP系统等工具,提前规划好生产日程。
4. 生产执行与监控
核心:不能光计划好,得盯着生产进度
生产计划做得再完美,执行不到位也白搭。所以工厂里都会设专人跟进生产进度,及时发现问题,比如:
- 订单进度是否按计划推进?
- 生产环节有没有异常,比如机台故障、人员短缺等?
- 质量检验是否达标?

如果某个环节出了问题,就得立刻调整,比如设备坏了,就得马上安排维修或换线,不然整个生产进度都会被拖延。
5. 交付与总结
核心:保证按时交货,复盘经验教训
- 产品有没有准时交货?客户是否满意?
- 整个生产过程中有没有遇到问题?怎么避免下次再发生?
- 有哪些可以优化的地方,比如减少浪费、提高效率?
很多优秀的工厂都会在每次生产结束后做个复盘,比如生产某款产品用了8小时,下次能不能优化到7小时?这个过程就是生产管理的进步。
四、如何用数字化工具让生产线管理精准可控?
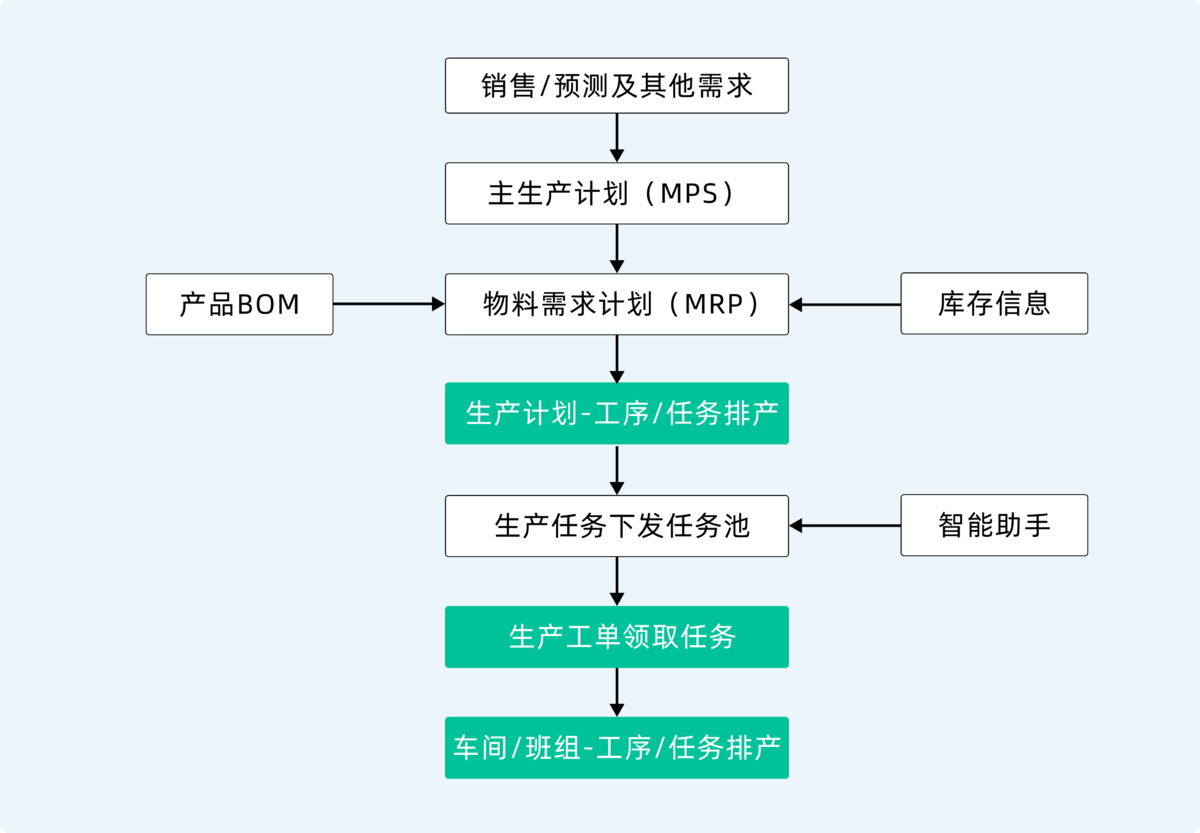
1. 智能排程系统应用
通过算法自动优化生产计划,快速响应订单变更、设备故障等突发情况,减少人工排程失误。
- 设备状态、工人排班、物料库存,系统实时更新。
- 计划员排产时用的是最新数据,不是“印象数据”。
- 发生变化(设备坏了、人请假、物料晚到),系统同步更新计划。
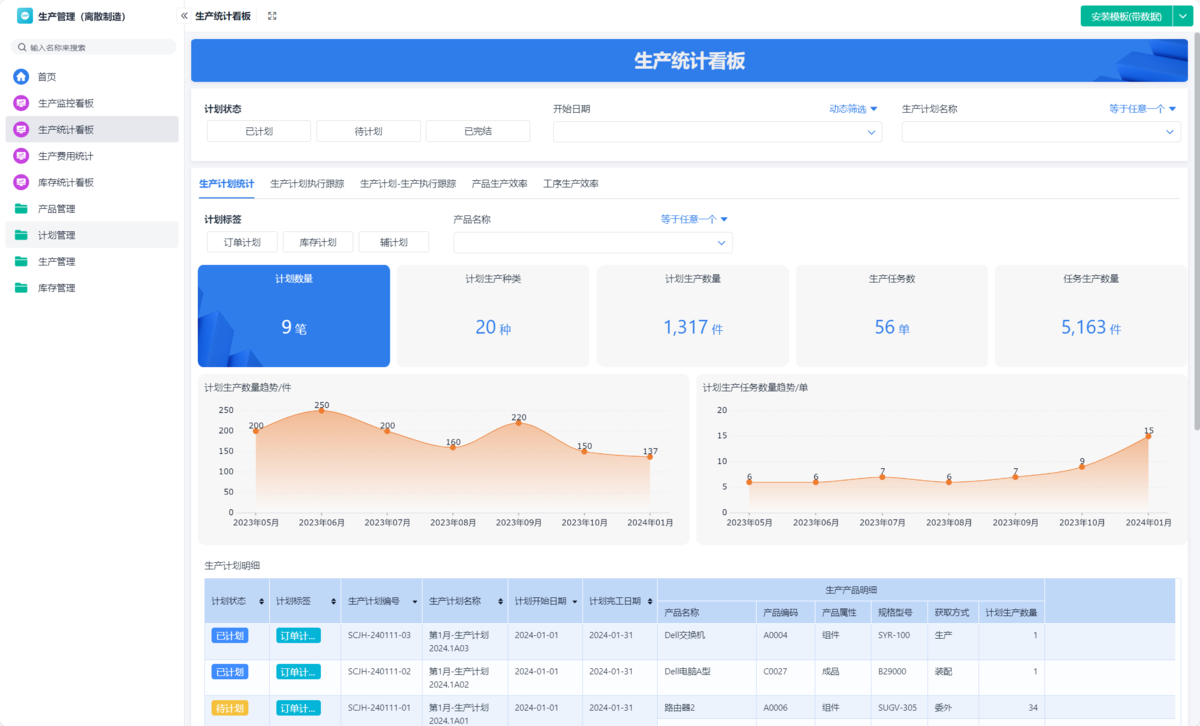
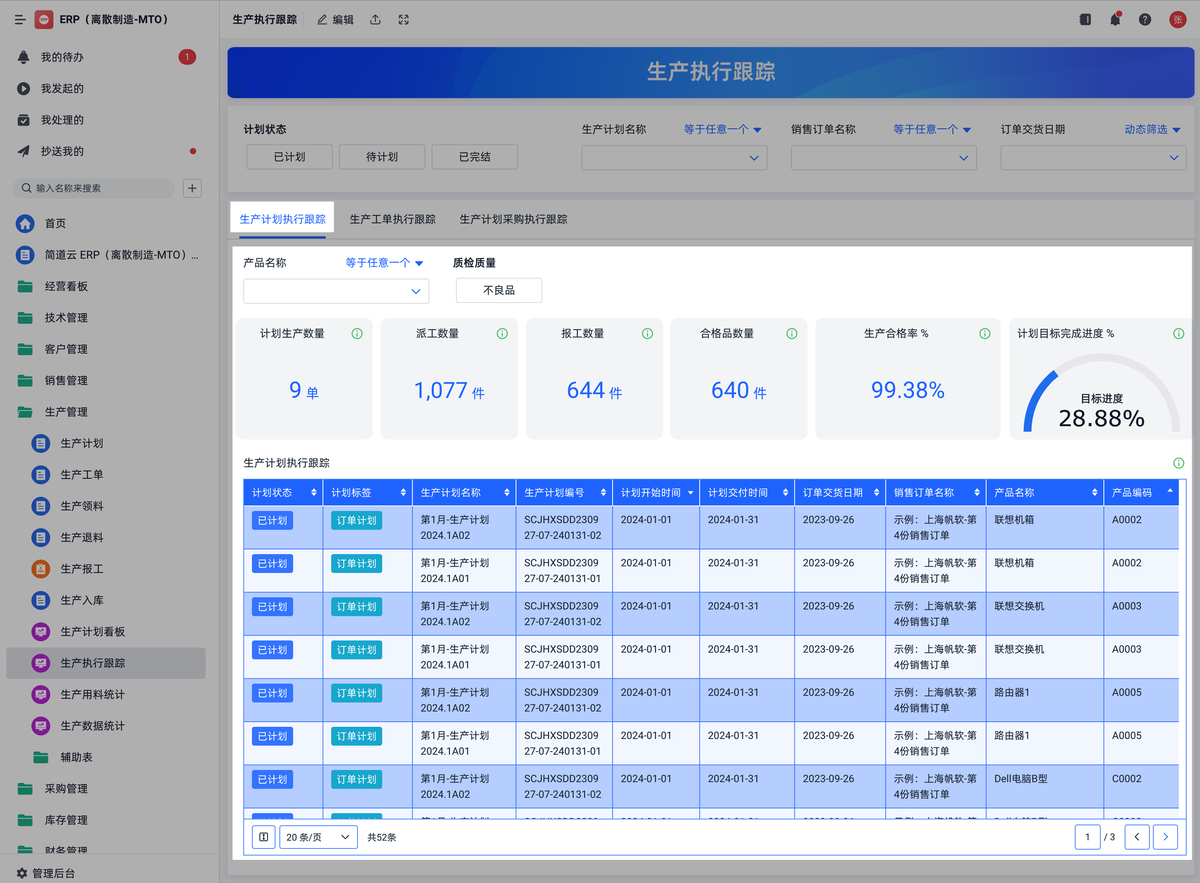
2. 生产过程实时监控
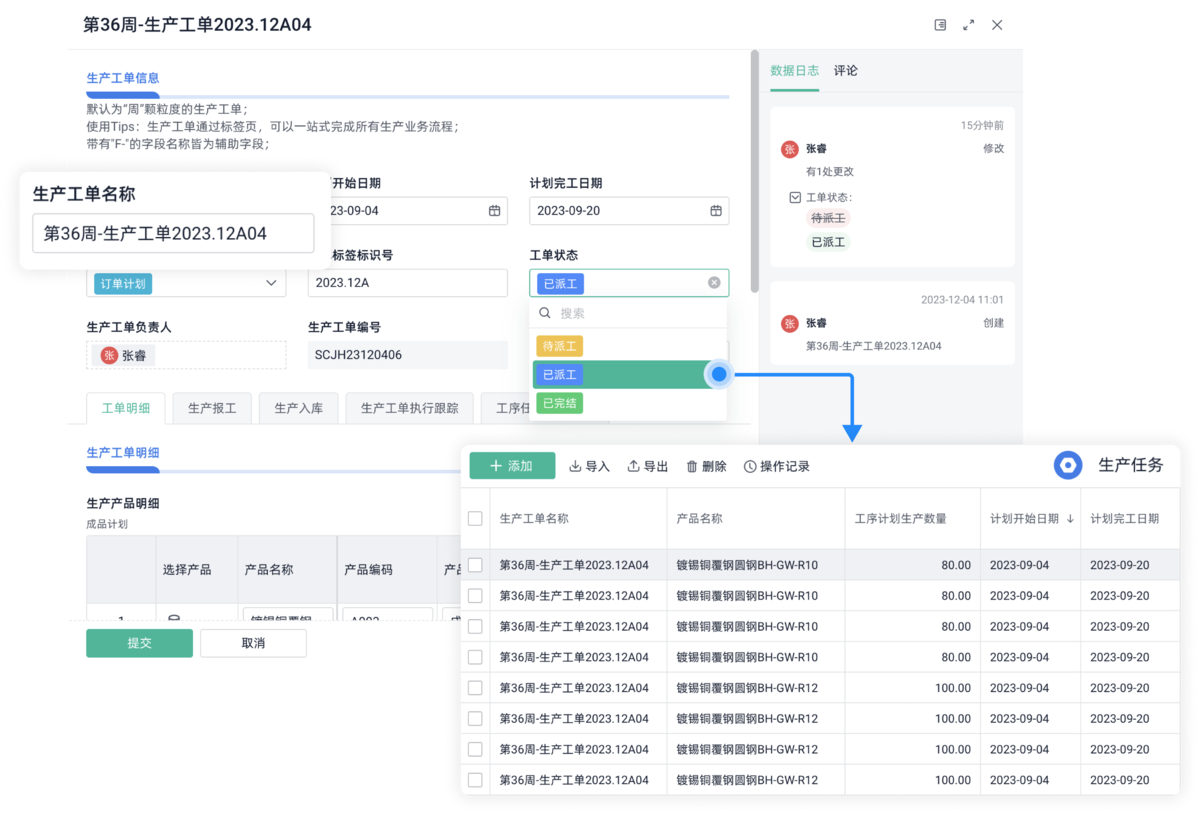
利用生产管理系统追踪设备状态、物料流转、工序进度,实现异常(如设备停机、缺料)实时预警与快速处理。
- 每个工单、每道工序,进度系统实时更新。
- 设备停机、物料短缺、人工异常,系统自动报警。
- 所有变更、操作有日志,责任清晰。

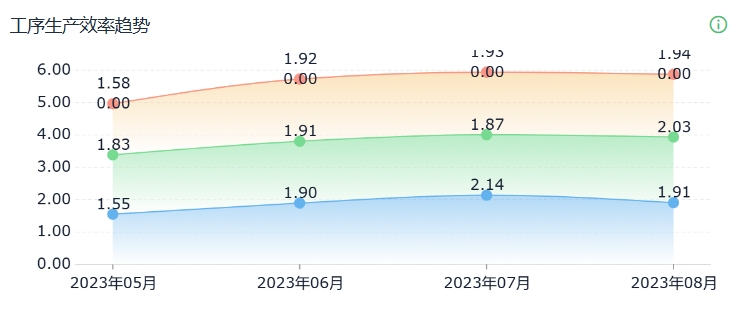
3. 数据驱动优化决策
过去,企业缺乏数据驱动意识,生产管理漏洞频出:
- 生产进度靠人工口头汇报,信息滞后
- 设备故障数据未留存分析,同类问题反复发生
- 各数据分散,无法识别瓶颈工序,资源浪费严重
别让数据成为管理盲区,利用生产管理系统,收集生产全流程数据(工时、损耗、良率等),通过分析挖掘瓶颈问题,持续改进流程,工厂就能提升管理精度与效率。
生产线管理常见问题解答
1. 生产排程类问题
问:订单频繁变更时,如何快速调整生产计划?
答:可借助智能排程系统实现动态调整。系统基于实时数据(设备负荷、物料库存、人员工时)自动重新计算最优排程,优先保障交期紧迫订单。例如,通过甘特图可视化展示计划变更影响,一键触发设备、人员、物料的协同调整,并同步更新各环节责任人的任务提醒,确保订单变更在 30 分钟内完成全流程重排,减少人工干预导致的效率损耗。
2. 物料管控类问题
问:如何避免生产线因缺料停工?
答:需建立 “需求预测 + 实时预警” 机制。通过生产管理系统对接 ERP 数据,结合历史订单与 BOM 清单自动计算物料需求,设置安全库存阈值(如低于 7 日用量触发预警)。采购部门根据系统生成的缺料清单提前备货,同时生产线实时反馈物料消耗数据,系统动态更新库存状态,实现 “缺料预警 - 采购执行 - 到货验收” 的闭环管理,将停工待料时间降低 80% 以上。
3. 设备管理类问题
问:如何减少设备故障对生产的影响?
答:采用 “预防性维护 + 实时监控” 策略。通过物联网传感器采集设备运行数据(如温度、振动频率),系统自动分析异常趋势并生成维护工单,提前 3-5 天提醒保养(如更换易损件)。若设备突发故障,系统立即触发应急响应:自动切换至备用设备、调整排程计划,并推送维修任务至最近的技术人员,结合历史故障知识库缩短修复时间,确保生产线平均停机时间控制在 2 小时以内。
总结
生产线管理看似简单,实则是整合人员、设备、物料等要素的系统工程。传统模式下,人工排程、数据滞后、响应迟缓等问题频发,导致效率低下、成本失控,阻碍了不少企业的持续发展。
在市场竞争白热化的今天,与其继续传统的管理模式,不如利用数字化工具,搭建更敏捷的生产线管理体系。让数据驱动替代经验主义,才是制造业构筑核心竞争力的底层逻辑。


















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









