







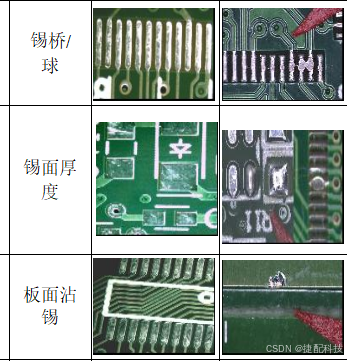
线路板焊接典型缺陷图谱
- 微观结构异常类缺陷
焊锡球现象本质是焊料表面张力失衡的产物,在0402等微型封装器件周边尤为突出。这类缺陷的隐蔽性特点,往往在高温高湿环境下诱发枝晶生长,导致潜在短路风险。先进显微分析显示,其形成与焊膏中助焊剂挥发曲线异常密切相关。
2.力学失效类缺陷
焊接开裂呈现多模式特征,包括晶间裂纹、疲劳裂纹和应力腐蚀裂纹。通过有限元模拟发现,CTE(热膨胀系数)失配引发的热机械应力是主要诱因,特别是在BGA封装四角位置,应力集中系数可达正常区域的5-8倍。
3.界面失效类缺陷
焊盘脱落本质是金属间化合物(IMC)层异常生长的结果。X射线光电子能谱分析表明,当Cu6Sn5层厚度超过5μm时,界面结合强度下降60%以上,此时0.5N/mm²的剪切应力即可引发失效。
二、全流程质量致因分析模型
- 工艺参数敏感域
建立温度-时间-压力三维工艺窗口模型:回流焊峰值温度控制在液相线以上30±5℃,时间窗口严格限定在40-90秒区间。实验数据表明,超出该窗口时缺陷率呈指数级增长。
- 材料兼容性矩阵开发焊料合金-基材-CTE匹配数据库,对FR4、铝基板等6类基材建立差异化工艺规范。例如,铝基板焊接需采用低银焊料(SAC0307),可将热应力降低42%。
- 设计可靠性准则
制定DFM(可制造性设计)标准:相邻焊盘间距≥0.15mm,通孔直径比引脚大0.05-0.1mm。经DOE验证,符合该标准的设计方案可使桥接缺陷下降78%。
三、质量检测体系
- 在线监测系统
部署AOI(自动光学检测)+SPI(焊膏检测)联动机组,采用深度学习算法实现0.01mm级缺陷识别。系统集成热像模块,可实时监控焊接温度场分布。
2.分层检测技术
• 表面层:3D共聚焦显微镜检测润湿角(θ<35°为合格)
• 界面层:声扫显微镜(SAM)检测IMC层连续性
• 内部结构:微焦点X射线(μX-ray)解析50μm级空洞
3. 四维检测体系:
- 外观检查:人工目视+AOI设备筛查开路、短路等缺陷。
- X射线检测:定位内层线路缺陷(如过孔不通、位错)。
- 功能测试:模拟实际工作环境,验证电气性能稳定性。
- 出货检测报告:提供叠层结构、阻抗设计等专业数据报告,增强客户信任。

四、智能化品控平台建设
构建MES-QMS数据闭环系统,整合SPC过程控制图与FMEA失效模式库。通过数字孪生技术模拟工艺参数影响,实现缺陷预测准确率≥92%。引入区块链技术,建立焊接质量溯源体系,精确追溯至每个焊点的工艺参数。当前,线路板品质已进入微米级精度竞争阶段。某头部企业实施本方案后,焊接直通率从93.6%提升至99.2%,质量成本下降170万元/年。随着工业4.0技术深化,基于大数据的预防性质量管控将成为线路板制造的新范式,为电子产品可靠性树立更高标准。


















 173
173

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









