







更多资讯,请关注B站【莱歌数字】,有视频教程~~
在今天的手机市场,趋势是提供高性能、低成本的组件与集成的功能和小的形式因素。手机制造商对提供更小、更薄、成本更低的包装解决方案的需求不断增长,促使包装行业开发以相同的足迹集成更多设备的包装,其中设备以垂直方向集成在包装中,称为3D包装。在此过程中,逻辑设备和存储设备被打包在一起,然后以通常称为封装(POP)技术,该技术在移动电话行业中流行和广泛使用。
POP方法受到以下事实的限制,即包装之间的连接是由顶部包装和顶部包装的外围的焊料球进行的,使包装比等效的堆栈更厚、更高。POP可以通过减少衬底厚度使其变薄,但它会导致包装翘曲问题。新一代的堆叠包称为风扇在包上的包(FiPOP)解决了POP增加的尺寸和厚度所带来的限制。在FiPOP包中,顶部和底部包之间的连接是通过中心球阵列而不是外围球阵列来实现的。这允许减少顶部包大小的[1]。与底部包装的连接是通过线键提供的,使底部包装更小。FiPOP允许使用更薄的衬底来降低高度而不产生翘曲。
FiPOP结构
暴露的互连土地阵列顶部中心表面底部包FiPOP不同于传统流行包有互连土地阵列顶部外围允许顶部互连阵列“扇”对底部包的中心,因此命名为“扇”流行区分与传统POP通常称为“扇”互连阵列。
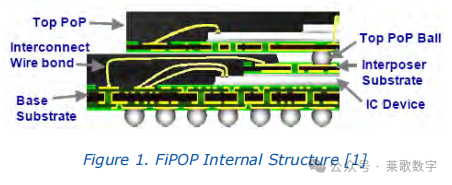
图1是FiPOP结构的详细视图,并显示了连接到底部包的插入器衬底,以允许互连到顶部包。插入器基板是一种薄的层压包装基板,使用传统包装中使用的类似制造工艺和材料安装在底部包装的顶部。该插入器在2014年7月13日的|Qpedia外围使用线键电连接到底座包上。从顶部封装的端子路由到插入器的边缘,通过线键连接到基板,然后路由与安装在基板上的设备互连,并路由到封装底部的端子。焊丝互连有助于减少封装尺寸,因为外围的焊丝互连比传统POP使用的焊丝球互连密集得多。减少FiPOP中的包大小使其与传统POP相比具有竞争力。
在FiPOP中使用的顶部中央土地模式允许在顶部使用更传统的中心球网格阵列包。在传统的POP中,顶部包装需要相同或更大,以使外围球互连。FiPOP允许解耦底部包的大小与顶部包,因此使用较小的顶部内存包可能是[1]。甚至一个“现成的”顶级包如FBGA可以安装在FiPOP但使用这样的标准包不满足最小的尺寸和厚度要求的移动电子行业和定制薄顶部FBGA的最小大小,高度开发适合行业要求。
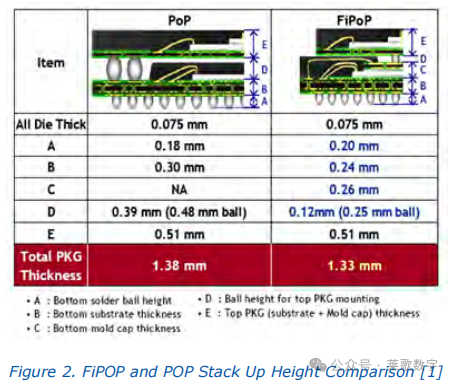
FiPOP提供更小的顶部和底部包装尺寸,这是移动电话应用程序所需的包装的关键考虑。堆叠的POP是最厚的包装,不适合当前和未来的电话行业的要求,因为最小的尺寸和厚度是至关重要的。即使FiPOP封装在底部封装的顶部添加了插入器衬底,但与传统POP相比,可以实现通过最小化上下封装间隙[1]的等效或更低的叠加高度。图2显示了典型的POP和FiPOP堆栈向上高度的比较。
这一成就是可能的,因为更好的共面性,平面度和在回流过程中有更少的弯曲。对于传统的POP包,要达到可接受的平整度,需要更厚的基底。这是因为POP的外围没有被封装的模具化合物(EMC)所覆盖,因此在回流过程中更容易发生扭曲。在FiPOP中,EMC延伸到包的边缘,允许更薄的基底而不会过度翘曲。FiPOP的平整度控制是降低堆叠高度的关键因素。
热设计注意事项
由于减少了封装尺寸和改进的封装性能,3D堆栈包的热管理即使在适度的功率消耗下也对热工程师提出了巨大的挑战。由于尺寸和成本的限制,不推荐散热器和风扇等外部冷却解决方案用于手机热管理,对于该行业和包装制造商来说,找到一种没有外部冷却方法的有效散热方法是一个挑战。
为散热提供热路径是保持满足14装置热要求的结温度的唯一选择。在典型的包装结构中,有两种方法将热量从连接散发到环境。一种是通过模具通过基板,然后从焊球到PCB。PCB的热量通过对流/辐射消散到环境中。第二种模式是从硅模具通过模态化合物传导到包装的顶部,然后热量通过来自这个表面的对流/辐射消散到环境中。以往的研究表明,由于表面积小,很少有热量从包装顶表面转移到环境中。
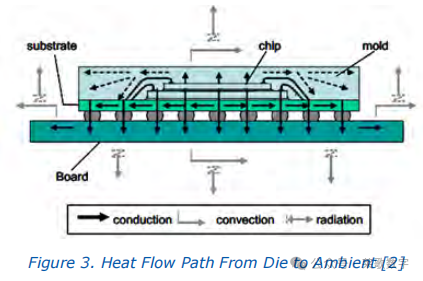
图3显示了一个典型的堆叠软件包中的散热路径。虚线是从模具到成型化合物到环境[2]的效率较低的热路径。实线显示了通过基板、焊料球和PCB路径从模具到环境的有效热流路径。
对于堆叠的包装,影响热性能的因素有很多,但主要因素可分为三大类:几何形状、材料和环境。堆叠的几何形状和材料与包装内部热设计有关,而环境类别与包装外的因素有关,如手机尺寸、PCB设计、零部件等。在包装的早期设计研究中,由于客户的手机设计种类繁多,很难预测系统级的设计影响。在材料类别本身中,选择主要受到水分敏感性要求和成本的限制,导致影响热性能的材料选择的选择有限。
封装参数对FiPOP热性能的影响
研究表明封装参数对芯片比例封装(CSP)热性能的影响,研究表明模具尺寸和焊料球I/O模式对封装热性能的影响最大。
进一步实现[2]的研究结果,详细研究了软件包参数对FiPOP性能的影响,并研究了三个变量的影响:模具尺寸、焊料球I/O模式和热通孔数。以下强调了纳格德拉帕等人的研究结果。
热通道数量
在FiPOP中,Vias用于通过衬底传输从键指到焊料球的信号。可以增加热通孔来改善传导。研究了在模具足迹下创建的矩形通孔图案的[3]。研究了24、29、34、39、44和49次无焊球模式的影响。每个通道都有100微米的钻头直径和10微米的镀层厚度。仅将气孔放置在底部包装下,并进行了顶部模具加载和底部模具加载的热性能测试。
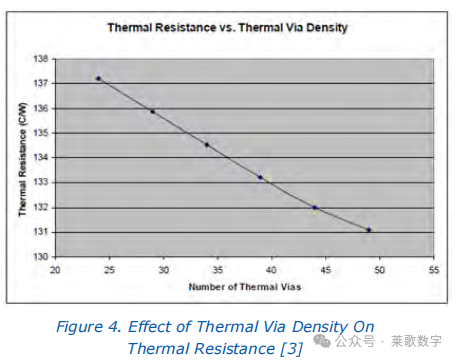
图4显示了软件包在随数字变化的情况下的热性能行为。当单独添加热孔[3]时,FiPOP的热性能略有降低。当仅加载顶模时,提高了0.5%,通过密度增加了104%。这意味着添加到底部包装上的热孔对顶部包装的热性能影响不大。
焊料输入输出密度
在FiPOP包配置中,焊球用于I/O信号。焊料球数量的增加有望提高热性能。详细的研究是通过在模具脚印下的热孔中添加额外的焊料球来进行的。随着基线焊球配置,额外的5、10、15、20和25个额外的焊球被添加到热孔[3]中。
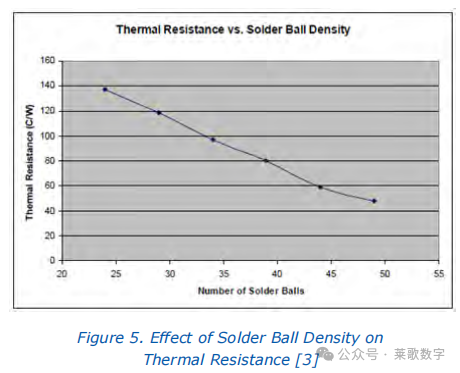
图5显示了焊料球对FiPOP热性能的影响。在底部添加焊球显著提高了包装的热性能。结果表明,添加无焊球的热孔是无效的,必须加入热孔,以提高封装热性能[3]。
Die尺寸变化
研究了在81、72.9、64.8和56.7 mm2 [3]条件下,模具尺寸对FiPOP软件包热性能的影响。为了了解Die尺寸对热孔或焊料球的影响,没有在模具区域下方直接添加热孔或焊料球。
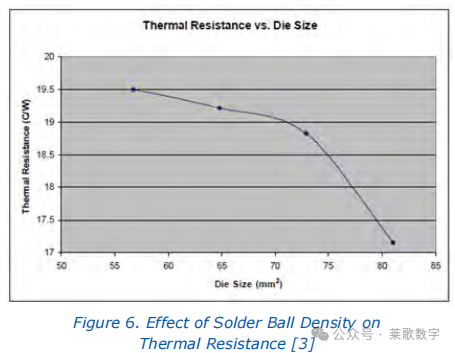
图6显示,较小的模具尺寸,较高的封装热阻,并导致更高的热通量和增加的扩散电阻。对于底部模具加载情况,模具面积增加10%导致封装的热阻提高2.8%。在顶部包装加载情况下,模具面积增加10%,导致包装热阻提高8.7%。
从以往的研究中可以看出,FiPOP封装的热阻随着热通孔和焊料球[3]的增加而减小。结果还表明,单独的热孔不能显著提高热阻。然而,焊料球的加入可以显著提高封装的热性能。因此,模具尺寸对热性能有显著影响,封装热阻随模具尺寸的增加而减小。
更多资讯,请关注B站【莱歌数字】,有视频教程~~


















 188
188

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言











