







 文章探讨了激光锡焊中的关键参数,如光斑照射方式、辐射时间和焊料涂敷,强调了根据产品需求选择正确流程的重要性,以提高焊接效率和产品质量。文章还讨论了激光应用的注意事项,如光斑大小对一致性的影响以及激光拖焊技术的应用。
文章探讨了激光锡焊中的关键参数,如光斑照射方式、辐射时间和焊料涂敷,强调了根据产品需求选择正确流程的重要性,以提高焊接效率和产品质量。文章还讨论了激光应用的注意事项,如光斑大小对一致性的影响以及激光拖焊技术的应用。
摘要
随着激光锡焊这种新工艺被应用,如何使焊接达到最佳的效果,锡膏如何更好的回流。关键参数比如激光光斑的照射方式和辐射时间,以及焊料的涂敷方式。如何根据产品需求确定哪些流程选择是正确的,来保证最大限度地提高效率和产量。
点锡&激光的注意项
首先需要设计合适的夹具来固定产品,以方便更好 固定产品来保证锡膏的涂敷和激光的照射。要得到一致的锡膏出锡量,每个零件需要与 Z 轴的针头保持相同的相对位置。从分配尖端底部的距离需要介于针头直径的1/4到1/6之间,以确保从针头一致,并避免出锡时如果间隙太小,可以阻止尖端。如果间隙过大, 可能会粘在针头上。
通常激光光斑在照射产品时,如果激光光斑由于 X 或Y定位错误而偏离目标,则该区域可能会过热并损坏。
这是因为不同材料对激光吸收能力不同造成,所以使用带温度保护的系统也变得至关重要。
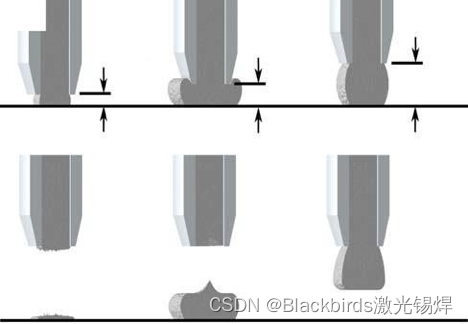
焊接一致性问题
由于助焊剂和合金在回流过程中吸收的热量,焊膏点胶工艺的一致性对于加热过程的一致性至关重要。如果焊料不足,则可能导致过热,因为对通量蒸发和合金液化的热含量较低。如果存在过多的焊膏,则可能发生不完全回流,因为没有足够的热量来回流所有焊膏。每个产品是差异,将有多余的焊膏残留下来,激光照射来保持焊点温度,使焊点饱满。当在某些热敏产品由于锡焊的涂敷较少,同时需要激光保持的温度不会太久,所以不会导致过热产
 最低0.47元/天 解锁文章
最低0.47元/天 解锁文章


















 5307
5307

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









