









在生产管理的日常里,你是否也曾遭遇这样的困境:
-
仓库里明明堆满了物料,却偏偏缺了那关键的小零件,致使生产线戛然而止,交货期也岌岌可危;
-
又或者那些尚未用完的物料闲置在仓库,白白耗费着资金。说到底,物料管理的混乱局面,会让成本飙升、效率暴跌,生产节奏全乱套,实在令人头疼不已。
要想攻克生产物料管理的难题,首要任务便是厘清两个核心概念:BOM清单与MRP物料需求计划。这两个乍看稍显专业的术语,实则是生产管理领域极为基础且至关重要的工具。
接下来,就让我们深入探讨如何借助BOM和MRP,拨开生产物料管理混乱的迷雾,将棘手问题一网打尽。
一、生产物料管理混乱的常见症结
(一)库存积压与短缺并存
库存管理失衡是生产管理中屡见不鲜的问题。仓库中要么原材料堆积如山,要么某些关键物料颗粒无存,生产进度因此大打折扣。
(二)采购计划失准
缺乏精准的物料需求规划,采购部门往往陷入两难境地:要么采购过量,资金被占用,仓储成本随之攀升;要么采购不足,生产线因缺料而停摆,错过交货期。
(三)生产计划执行受阻
当生产计划与物料需求计划未能紧密衔接,生产调度便会陷入混乱。例如:
-
生产计划中的某些工序因缺少对应物料而停滞不前;
-
又或者因原料不足,生产计划中的部分环节无法按时完成,进而导致整体生产延误。
(四)物料采购与库存管理脱节
采购部门采购的物料与仓库的库存管理若不一致,极易造成重复采购或物料浪费。比如,采购部门大量采购了A物料,而仓库中其实已储备充足,这不仅浪费了采购成本,还导致库存过剩,仓库管理难度陡增。
(五)物料信息失真或遗失
物料信息的不准确或丢失,同样会搅乱生产管理。例如,仓库中找不到某些物料,或者物料记录出现错误,致使生产计划难以推进。有时,物料的规格、数量或供应商信息不完整,会影响采购决策,甚至导致买错用错物料。

二、BOM清单与MRP(物料需求计划)详解
(一)BOM清单的定义与作用
BOM(Bill of Materials),即物料清单,它详细罗列了产品在生产过程中所需的所有物料、零件和原材料,涵盖每种物料的规格、数量、型号、供应商等关键信息。
以手机制造企业为例——
BOM清单会精准列出手机组装所需的外壳、屏幕、主板、电池、摄像头等零部件,这些零部件还可进一步拆分为更小的子组件,如主板上的芯片、电容、电阻等。
BOM清单在生产管理中扮演着举足轻重的角色:
-
确保生产精准:生产部门依据BOM清单明确每个产品所需物料,有效规避因漏项或错误引发的生产中断。
-
优化库存管理:仓库管理人员凭借BOM清单精准掌握每个产品的物料需求,从而精细化管理库存,防止积压与短缺。
-
提高采购效率:采购部门依循BOM清单中的物料需求精准采购,避免采购过量或不足,实现采购成本的节约。
-
支持生产计划:生产计划人员借助BOM清单,根据订单需求制定合理生产计划,保障生产进度稳步推进。
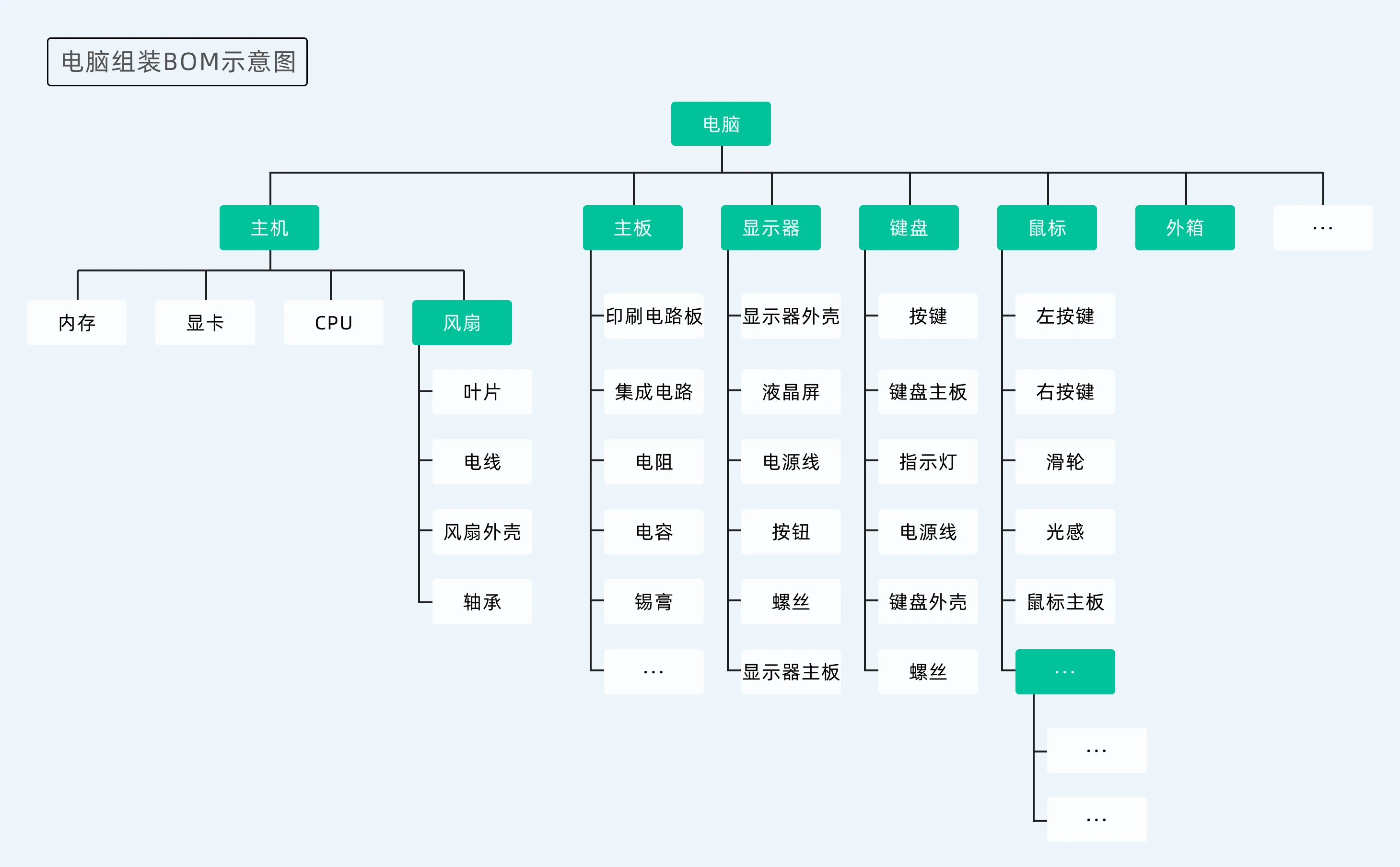
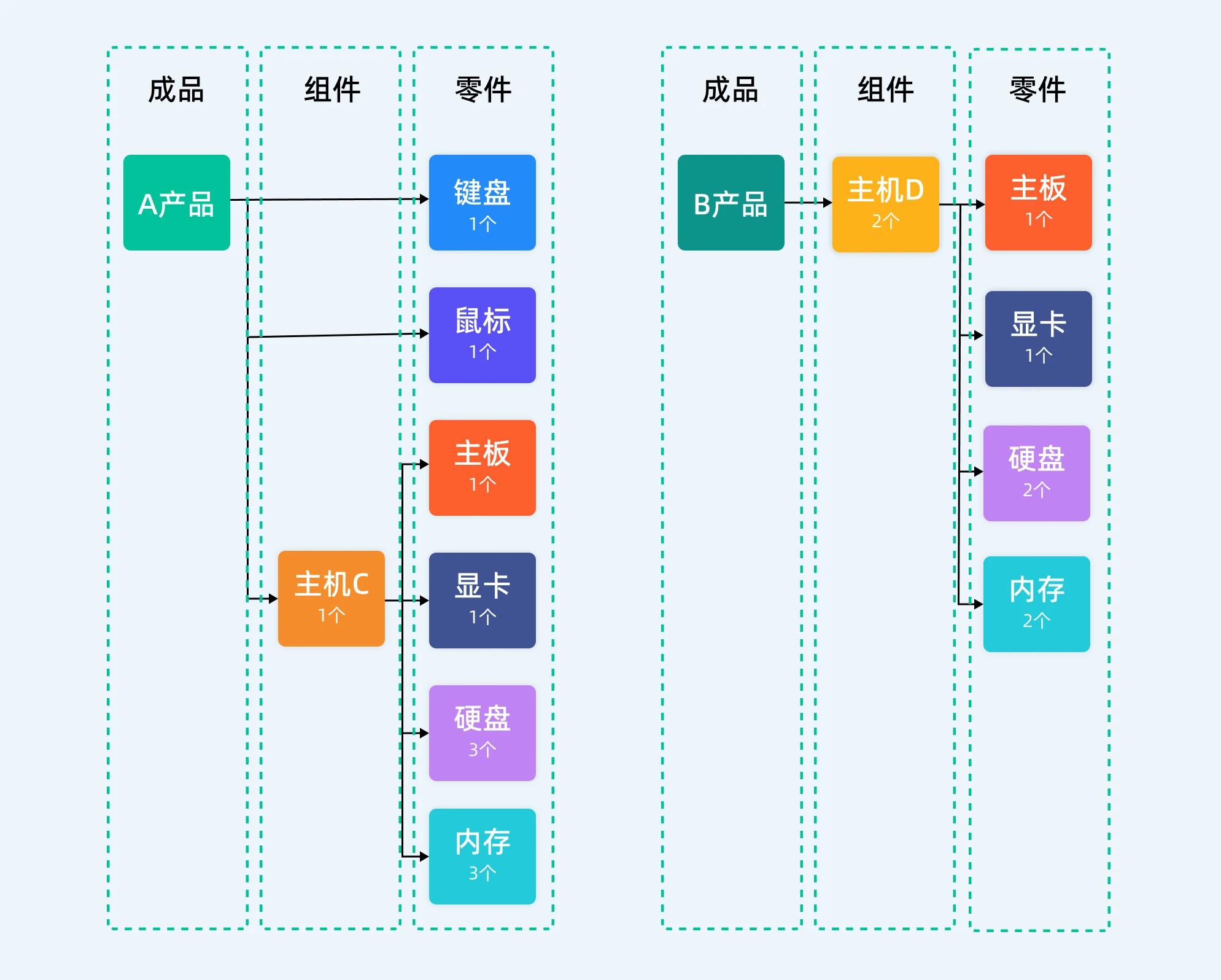
BOM清单并非一成不变,根据产品复杂程度,可分为不同层级和类型:
-
单级BOM:适用于结构简单的产品,仅涉及一层物料清单,如组装一台简单电子设备,只需罗列所需零件。
-
多级BOM:适用于复杂产品,其零件可细分为多个子组件。以汽车为例,BOM清单涵盖发动机、车身、电气系统等多个子系统,每个子系统又可拆解为更详尽的零件。
-
工程BOM:在产品开发阶段使用,主要用于设计和工程师进行技术验证与开发,包含原型设计和实验数据。
-
制造BOM:从生产角度出发,专为制造工艺和生产流程量身定制的BOM清单。
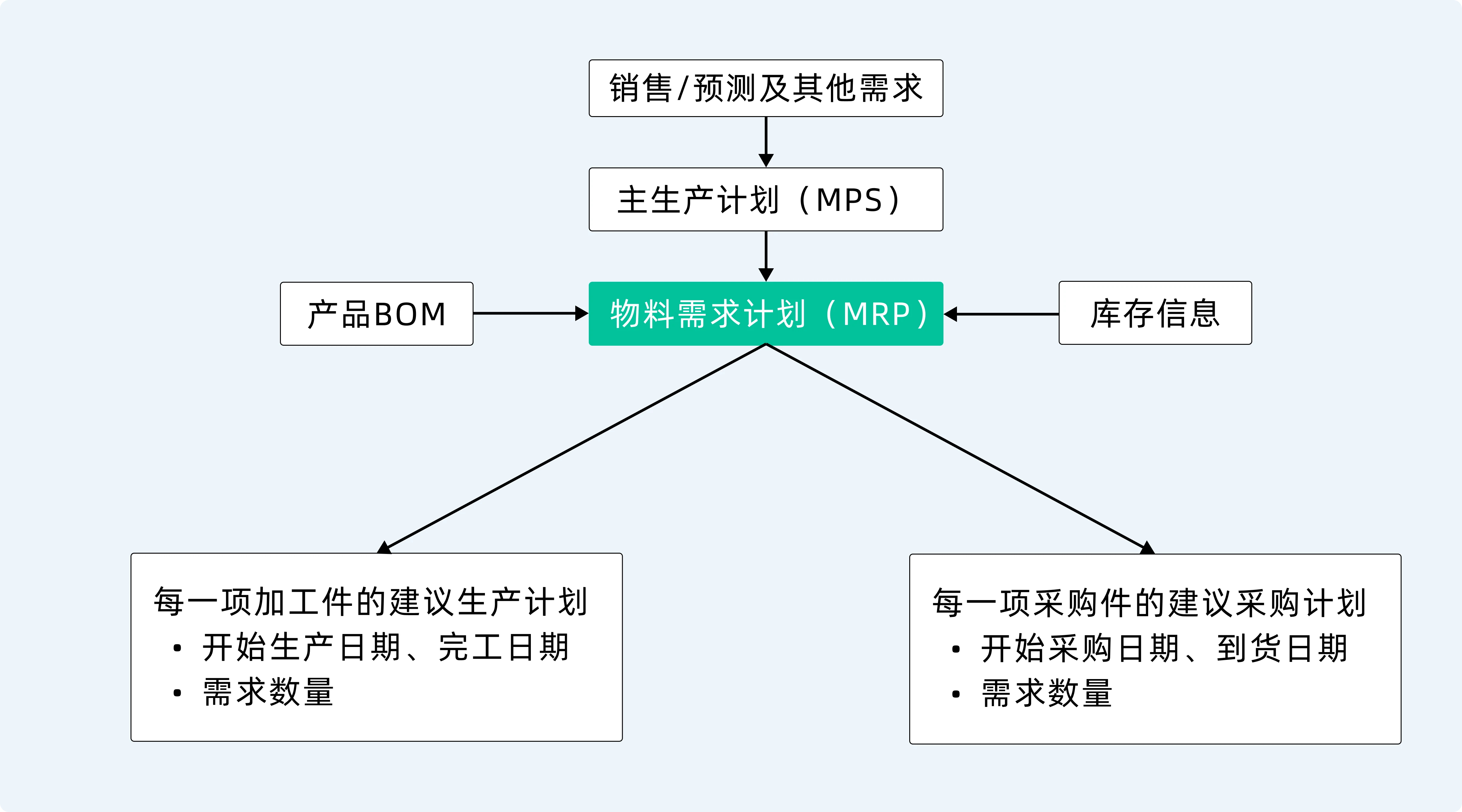
(二)MRP(物料需求计划)及其与BOM的关系
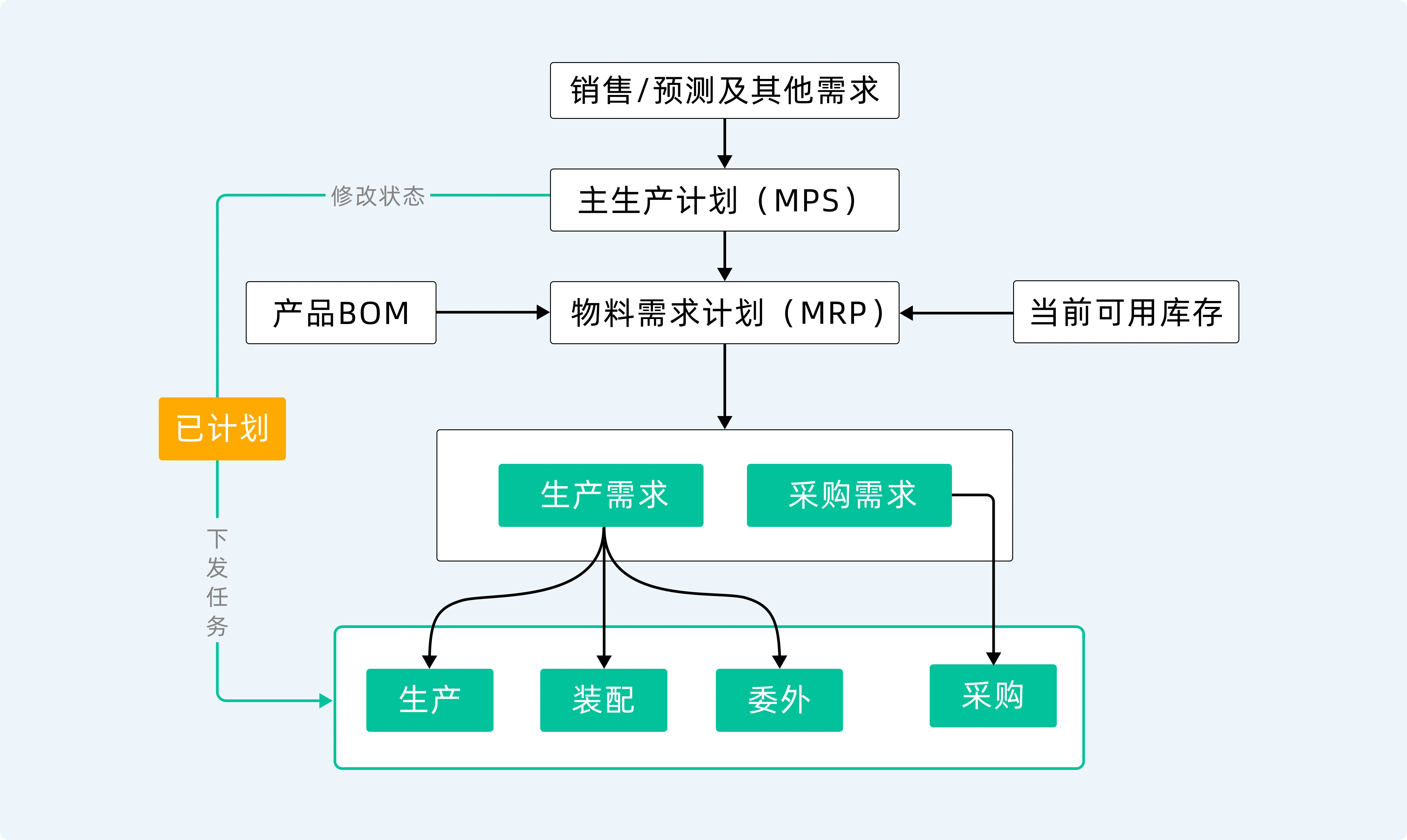
MRP(Material Requirements Planning),即物料需求计划,它依据产品的BOM清单、库存状况、生产计划等信息,精准计算出生产过程中所需物料、零部件的具体需求量及时间安排。
简言之,MRP通过需求预测与库存数据的融合,助力企业算出各时点所需物料量,防止物料过剩或短缺,保障生产顺畅进行。
MRP的主要功能如下:
-
准确计算物料需求:基于生产计划、BOM清单及库存数据,MRP自动算出各时间节点需采购或生产的物料数量,杜绝生产过程中的物料短缺或积压。
-
自动生成采购订单:当库存不足时,MRP能自动生成采购订单,通知采购部门及时补货,确保生产进度不受物料短缺影响。
-
提高生产效率:借助MRP的提前预警,生产部门可提前备齐所有必需物料,避免因物料短缺导致生产停滞。
-
优化库存管理:MRP依据生产需求合理管控库存,降低库存积压,提升库存周转率。

MRP与BOM的关系密不可分:
-
BOM清单是MRP的基础:在MRP系统中,BOM清单是计算物料需求的核心依据。MRP通过读取BOM清单,明晰每个产品所需零部件,进而算出整个生产过程的物料需求量。
-
BOM的精确度直接影响MRP的准确性:若BOM清单存在错误或遗漏,将直接干扰MRP的计算结果,引发物料采购错误或生产进度延误。因此,BOM的准确性对MRP至关重要。
三、借助BOM与MRP化解生产物料管理乱象
(一)精准制定BOM清单
BOM清单堪称生产流程的“基础工程”,其准确性关乎后续所有环节。
若BOM清单有错漏,物料需求、生产计划、采购订单等都将受影响,进而造成生产停滞或物料浪费。
首要任务便是确保BOM清单的准确性和完整性:
-
更新产品设计与BOM清单:产品设计一旦变动,需及时更新BOM清单,确保物料需求能实时反映到生产计划中。
-
多级BOM管理:对于复杂产品,涉及多个子组件时,采用多级BOM管理,妥善记录每个部件的物料需求。
-
定期审核BOM清单:定期审核BOM清单,使其与生产实际情况相符,避免不必要的库存积压或物料短缺。
(二)利用“织信低代码”搭建高效的MRP系统
ERP系统可自动计算物料需求量、生产计划和采购订单,助力企业规避物料短缺或过剩。
通过“织信低代码”快速建立高效的ERP系统,是解决生产物料管理混乱的关键。

-
准确输入数据:ERP系统需精准输入BOM清单、库存数据、生产计划等信息。数据有误,MRP输出结果将偏差,导致采购或生产计划出错。
-
实时更新信息:物料需求计划需根据生产计划变化实时更新,确保信息实时性至关重要。
-
合理安排采购与生产:借助ERP系统,依据物料到货时间、生产计划优先级等安排采购与生产,避免生产停滞。
(三)科学规划库存管理
合理的库存管理既能防止积压,又能保障生产所需物料随时可用。BOM与MRP的结合,让库存管理更加精准。
-
实时跟踪库存:借助现代仓库管理系统(WMS)或ERP系统,实时跟踪每种物料库存状况,避免库存不足或积压过多。
-
精确计算库存周转:通过MRP系统,算出每种物料需求量,对比库存数据,自动提醒采购部门及时补货。
-
减少库存积压:精准的物料需求计算,可避免过量采购物料,降低资金占用与仓储成本。
(四)强化跨部门协作
BOM与MRP的运用,涉及生产、采购、仓库、销售等多个部门的紧密协作。各部门需共享信息、协同制定计划,打破物料管理的“信息孤岛”。
-
定期沟通:各部门定期沟通,确保BOM与MRP中的信息准确执行。
-
建立统一物料管理平台:通过集成ERP系统与MRP,各部门实时共享数据,避免因信息滞后导致物料短缺或生产延误。

(五)定期评审与优化BOM与MRP
BOM与MRP系统的运用并非一劳永逸,而是一个持续优化的动态过程。随着生产需求、市场变化及供应链调整,BOM与MRP也需及时优化,以维持管理精准性。
-
定期检查与更新BOM:产品设计不断迭代,BOM清单中的物料需求也会变化。定期检查与更新BOM至关重要。例如,新型号手机上市,可能采用新显示屏、电池等组件,BOM需及时更新,确保生产部门掌握最新物料清单。
-
优化MRP算法与预测:MRP系统中的算法和预测模型也需定期优化。依据历史采购、生产数据及市场趋势,持续调整需求预测与采购计划,降低供应链不确定性。
-
开展物料计划绩效评估:每季度或每年,对BOM与MRP执行情况进行评估,涵盖物料需求准确性、库存管理效率、生产按时完成情况等。根据评估结果,调整物料管理流程,确保持续改进。
生产物料管理的混乱,往往源于BOM清单与MRP管理的不精准,致使采购、生产、库存环节脱节,最终影响生产进度与产品质量。
通过合理制定并精准管理BOM清单,借助ERP系统进行物料需求计划,企业可提前预测物料需求,避免短缺与积压,提升生产效率。
只要熟练掌握BOM与MRP管理的基本原理,借助现代化工具优化生产物料流程,物料管理定能井然有序,告别混乱,迈向高效生产之路。

















 2万+
2万+

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









