







先进芯片封装工艺流程、设计与材料
目录
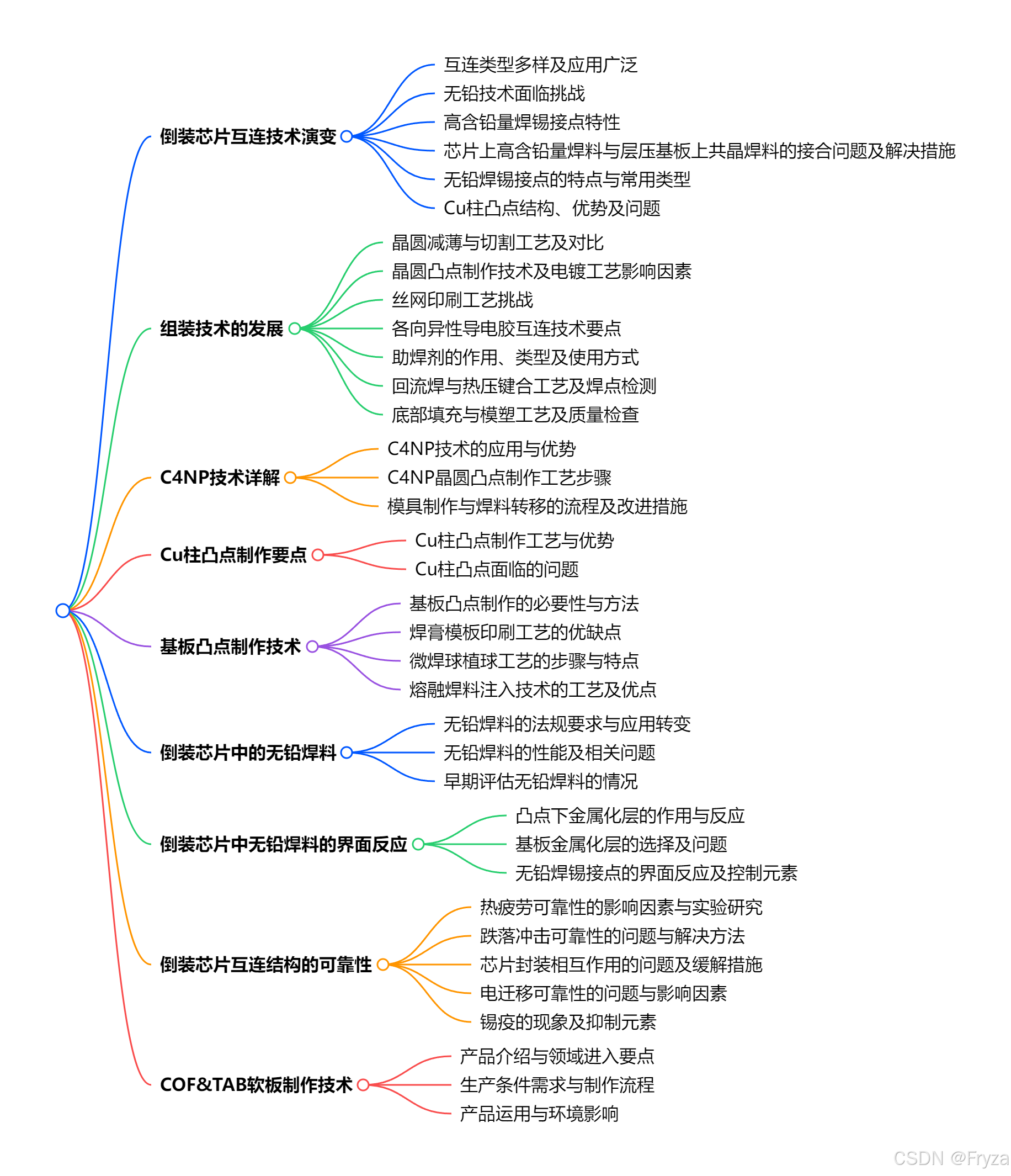
1. 倒装芯片互连技术的演变
1.1 常见倒装芯片互连类型
-
与陶瓷基板互连的高含铅量焊锡凸点
-
与层压基板上共晶 Pb-Sn 焊料互连的高含铅量焊锡凸点
-
全共晶 Pb-Sn 凸点
-
无铅凸点
-
Cu 柱凸点
-
Au 柱凸点
1.2 倒装芯片的广泛应用
-
高性能封装的发展和技术突破,如 I/O 数超过 10000 个且节距小于 200µm 的互连。
-
陶瓷基板向低成本有机基板转变,铅被加热到 400℃以上产生铅蒸汽逸出,形成烟尘,易被人体吸入造成铅中毒,无铅焊料代替含铅焊料。
1.3 无铅技术的挑战
-
低 k 层间电介质开裂问题:在先进半导体器件中引入脆弱的低 k 或极脆弱的超低 k 层间电介质后,较硬的无铅焊锡凸点与脆弱的层间电介质相互作用可能导致介电层结构开裂,造成芯片破裂或电气失效。
随着介电常数不断减小,层间电介质的孔隙率不断增大,弹性模量和断裂韧性急剧下降,变得越来越脆弱。陶瓷基板向热膨胀系数更高(约)的有机层压基板转变,使得热失配以及层压基板和芯片的翘曲增大,极易导致超低 k层间电介质在角点位置(C4 凸点距中性点距离较远,应力较大)连续开裂,可通过超声波扫描检测到开路失效
-
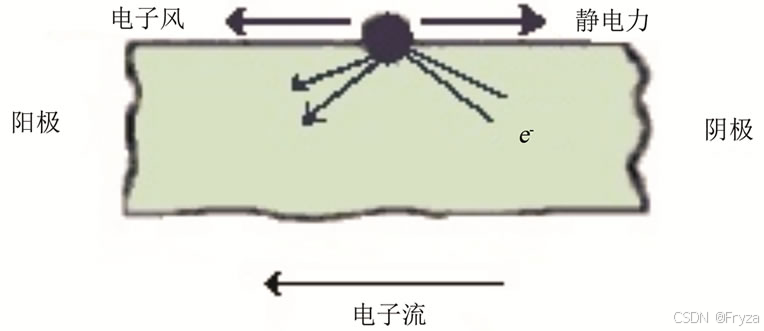
富 Sn 焊料电迁移性能问题:Sn 的高度各向异性晶体结构导致其沿 c 轴快速进行溶质扩散,并与凸点下金属化层(UBM)和层压焊盘产生剧烈的界面反应,致使电迁移性能低劣。
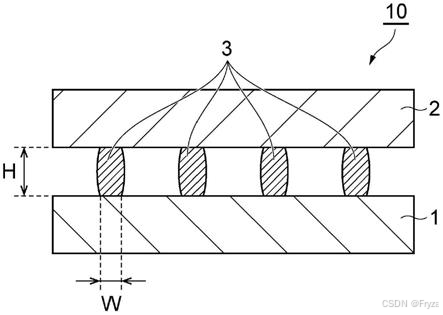
电迁移现象是当器件工作时,金属离子沿导体产生质量输运而使导体的某些部位产生空洞或晶须(小丘)的现象。在外加电场下,电子从阴极流向阳极,由于电子和金属离子的碰撞会将一部分动量传递给金属离子,从而使金属离子沿着电子流方向移动。伴随着电子的流动而产生的散射是电迁移动力的来源。图1为电迁移作用力示意图。
1.4 高含铅量焊锡接点
-
1964 年,IBM 提出第一个倒装芯片互连结构原型,芯片上形成高熔点高含铅量 Pb-Sn 凸点,在高于 320°C 温度下连接到陶瓷基板,芯片与基板间隙由焊料表面张力、体积及焊盘尺寸确定。
-
芯片和陶瓷基板之间的倒装芯片焊点(97% Pb - 3% Sn),因芯片与陶瓷基板热膨胀系数接近,加上高含铅量软钎料,无需底部填充即可满足可靠性要求。C4 凸点高度、Sn 含量以及芯片尺寸是影响 C4 焊点疲劳寿命的主要因素。
1.5 芯片上高含铅量焊料与层压基板上共晶焊料的接合
-
以有机基板发展封装促使低熔点焊料取代高含铅量焊料,在层压焊盘或芯片高熔点凸点上沉积低熔点共晶 Pb-Sn 焊料,通过芯片上高铅焊锡凸点与层压基板上共晶焊料互连,并填充下填料的封装组件。
-
为确保焊点能经受层压基板与芯片之间热失配引起的大应变,研发了热兼容的下填料,当芯片 / 下填料 / 层压基板粘接为整体时,三者同时变形,减小芯片与层压基板相对运动,进而减小焊锡凸点应变。
-
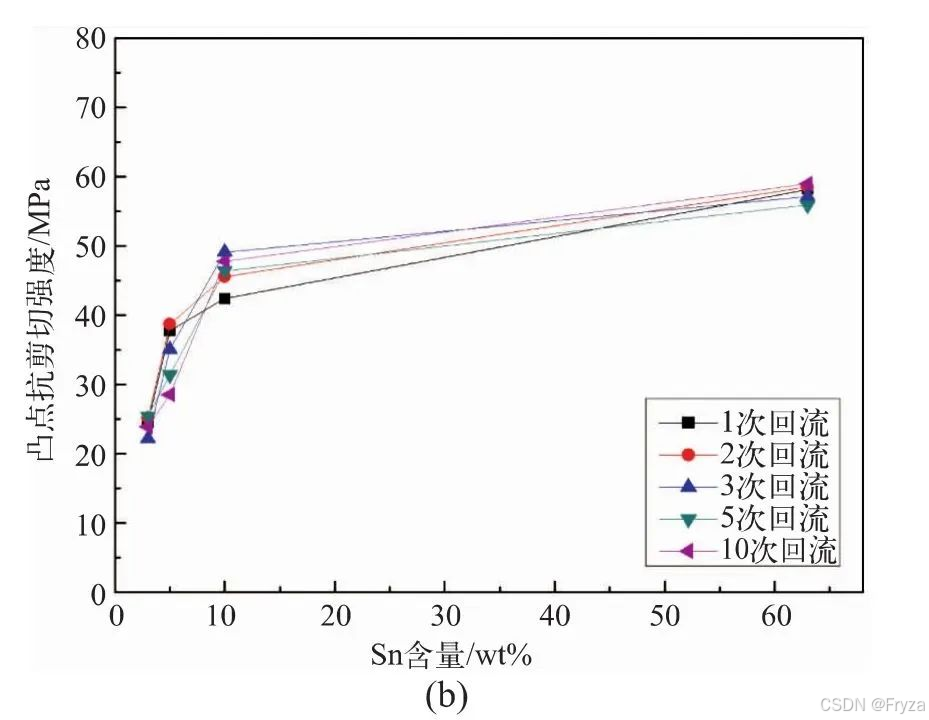
当双焊料层经过多次回流,靠近 UBM 的焊料基体中 Sn 含量随回流次数增加,加快与 UBM 反应,导致 Sn-Cu 金属间化合物从 UBM 基底上完全剥离,可采用更稳定反应阻挡层(如 Ni)或增加 Cu 层厚度解决,NiV 和 NiFe 阻挡层也具有良好界面稳定。
1.6 无铅焊锡接点
-
常用无铅焊料(Sn-Cu、Sn-Ag、Sn-Ag-Cu)熔点高于共晶 Pb-Sn 焊料,与 UBM 和基板焊盘更易发生反应,Sn 含量超 95%,需更厚 UBM 或更稳定反应阻挡层(如 NiV 或 NiF),以免在多次回流及可靠性测试中被完全消耗。
-
另一种常用无铅焊料 UBM 是较厚的 Cu,Sn-Ag 或 Sn-Ag-Cu 焊料在 Cu 上会形成 Cu6Sn5 和 Cu3Sn 两种金属间相,常以 Ni UBM 作为反应阻挡层,因其与无铅焊料反应慢且易被润湿,能控制金属间化合物生长。
1.7 铜柱接合
-
Cu 柱凸点结构有顶部电镀焊帽和焊料完全覆盖层压焊盘上两种类型,Intel 将其用于微处理器芯片,具有出色电迁移性能及其他优势,但焊点较薄且 Cu 柱较硬,与芯片后段制程结构互连时易导致脆弱的低 k 层间电介质开裂。
1.8 各互连类型对比
| 互连类型 | 优点 | 缺点 |
|---|---|---|
| 高含铅量焊锡凸点(与陶瓷基板互连) | 芯片与陶瓷基板热膨胀系数接近,无需底部填充即可满足可靠性要求 | 含铅,对环境和人体有害 |
| 高含铅量焊锡凸点(与层压基板上共晶焊料互连) | 一定程度上适应有机基板封装需求 | 多次回流时可能出现 Sn-Cu 金属间化合物剥离问题 |
| 全共晶 Pb-Sn 凸点 | 共晶焊料熔点相对固定,工艺较成熟 | 含铅,不符合环保趋势 |
| 无铅凸点(Sn-Cu、Sn-Ag、Sn-Ag-Cu 等) | 环保,熔点相对较高,适用于一些对温度要求较高的应用场景 | 与 UBM 和基板焊盘易反应,需更厚 UBM 或更稳定反应阻挡层;富 Sn 焊料电迁移性能可能较差 |
| Cu 柱凸点 | 出色电迁移性能,适用于高性能封装和细节距要求 | 焊点较薄且硬,易导致低 k 层间电介质开裂;成本相对较高 |
| Au 柱凸点 | 良好的导电性和稳定性 | 成本高,应用相对较少 |
2. 组装技术的演变
2.1 晶圆减薄与晶圆切割
-
晶圆减薄工艺流程:将凸点晶圆凸点朝下置于支撑板上,浸入去离子水,采用粗粒度磨抛或轻触抛光研磨,300mm 晶圆厚度 780µm,200mm 或更小尺寸晶圆厚度 730µm,可减薄至 50µm。
-
晶圆切割方法及对比:刀片切割应用久远,技术成熟,但会在分立器件边缘留下扇贝形缺口和碎裂区;激光切割使器件边缘粗糙,但极少造成扇贝形缺口和边缘崩边,为后续工艺下填料提供良好机械互锁界面,也可将两种方法结合使用。
2.2 晶圆凸点制作
-
晶圆凸点制作技术包括在晶圆 UBM 上电镀焊锡凸点、丝网印刷焊膏、利用 C4NP 工艺直接沉积焊料、Cu 柱凸点以及各向同性和各向异性导电胶等。UBM 结构用作器件上焊料润湿区,与焊料形成金属间化合物实现芯片互连,常见 UBM 结构有 TiWCrCu、TiWNiV、TiWNi、TiWNiCu 等,常用焊料有 Pb-Sn、Sn-Ag、Sn-Ag-Cu 及不同组分 SnCu 焊料。
-
电镀焊锡凸点工艺主要步骤:带通孔晶圆制作 UBM 层,涂敷光刻胶并曝光显影,电镀沉积焊料,去除光刻胶,蚀刻未被焊料覆盖 UBM 层,回流形成凸点。该工艺中 UBM 蚀刻、电镀工艺参数及光刻胶去除等环节会影响良率,需精确控制。
-
焊膏丝网印刷:通过与晶圆凸点形状一致的丝网掩膜将焊膏印刷到 UBM 上,经回流形成焊锡凸点,焊膏易在凸点内部形成空洞,丝网掩膜开口易堵塞,影响良率。
-
各向异性导电胶互连:键合时挤压单层导电颗粒变形实现电气连接,导电胶中导电颗粒体积分数低于渗透量以维持绝缘电阻,常用固体金属或镀金属层聚合物球体作导电颗粒,键合时器件或基板需有足够韧性,键合过程需维持导电膜电接触、对准度、平行度和均匀压力。
2.3 助焊剂及其清洗
-
助焊剂作用:与焊锡凸点表面或压合焊盘上预焊料表面氧化亚锡及其同族化合物反应,为焊接提供可润湿表面,其组分包括叔胺、羧酸、二羧酸或同族有机酸等,不与氧化锡或 Sn (IV) 化合物反应,否则生成物难去除且抑制焊料润湿性。
-
助焊剂类型及使用:免清洗助焊剂有必要化学活性但可能有残留物,若影响下填料界面粘接性能可能引发可靠性问题,必要时需清洗;溶剂清洗助焊剂对于共晶 Pb-Sn 焊料和许多无铅焊料,优选水溶性助焊剂,残留物可高温冲洗或先经表面活性剂水溶液清洗再用去离子水冲洗。助焊剂使用方式有将芯片凸点浸入、点涂或喷涂到层压基板上及多种方式结合,使用时应尽量缩短从助焊剂点涂到回流时间,且助焊剂应满足一定覆盖要求,水溶性助焊剂涂覆和回流后需在有限时间窗口内去除残留物,以免发生反应和腐蚀。
2.4 回流焊与热压键合
-
回流焊:通过回流熔化焊料,使 Sn 及其他成分发生金属化反应生成金属间化合物,与封装基板形成互连,回流温度曲线需根据焊料类型设定,包括预热、保温、回流和冷却区,温度测量通过放置热电偶测定,设备有强制对流氮气炉、红外线加热炉等。回流焊过程中可能产生非润湿焊点,原因包括互连表面异物或污染物、助焊剂不足、氧化物难以去除、基板翘曲、芯片开裂或翘曲等,非润湿焊点会降低互连良率,导致接触开路失效。检测焊点方式有目检、X 射线、超声波等,破坏性分析如芯片拉伸实验可验证焊点完整性,无铅焊点拉伸试验有多种失效模式,拉力数据不能作为一致性指标。
-
热压键合:连接凸点芯片与封装基板的替代技术,通过施加温度和压力形成焊点,适用于载带自动焊接、各向异性导电胶键合、各向同性导电胶键合、晶圆级底部填充键合等,时间和温度联合作用为键合提供能量,促进化学反应和机械互锁。
2.5 底部填充与模塑
-
底部填充:“L” 形布胶沿芯片长边和相邻短边涂布下填料,考虑填充效率和空洞数量,完成芯片底部填充后进行下填料 Fillet 处理,改变其高度和形状保护芯片边角及高应力区,Fillet 布胶需避开初始布胶区域,固化时通过建立固化曲线使下填料充分聚合,固化温度影响组件翘曲,底部填充作用是应力再分布,但固化过程中因下填料收缩及热膨胀系数不匹配可能给芯片带来应力导致裂纹。固化后需检查下填料,要求芯片四周有连续倒角,无倒角缺失、气泡、异物嵌入和垂直角裂纹(允许水平边缘裂纹),常用超声波扫描显微镜检测空洞情况。
-
模塑:包括布胶筑坝及填充工艺和注塑工艺。布胶筑坝及填充工艺步骤为预处理(烘烤除去残留湿气)、布胶(在模塑区域周围涂布高黏度筑坝材料)、填充(注入低黏度填充材料至要求高度)、固化(加热使材料固化);注塑工艺需特殊工具生成模塑区域形状和尺寸,将模塑材料注入模具空腔,在可控条件下固化,需注意避免空洞问题。
3. C4NP 技术
3.1 技术概述
-
C4NP 技术是 IBM 开发的全新焊锡凸点制作技术,弥补现有晶圆凸点制作技术局限性,已成功应用于 300mm 无铅焊锡凸点晶圆制造,节距 200µm 和 150µm 产品获质量认证并量产,有望扩展到 50µm 细节距微凸点,目标应用于 3D 芯片集成,促使存储器晶圆由引线键合向 C4 凸点转变。
3.2 晶圆凸点制作工艺
-
制作玻璃模具:在玻璃板上刻蚀与晶圆上 UBM 焊盘对应的微小空腔。
-
填充焊料:利用填充头扫描空腔并填入焊料,填充头含熔融焊料储存器,焊料通过开口注入模具空腔,空腔深度和直径决定转移到晶圆上的焊锡凸点体积。
-
模具检查、晶圆对准、凸点转移:对填充焊料的模具自动检查,将其置于晶圆下方对准空腔与 UBM 焊盘,加热模具和晶圆至焊料熔点以上,在甲酸蒸气中活化 UBM 焊盘和焊料表面,使焊料形成焊球从模具转移至晶圆 UBM 焊盘并润湿固化,然后分离晶圆与模具清洗模具重复利用。
3.3 模具制作与焊料转移
-
模具制作:采用硼硅玻璃,其热膨胀系数与硅相近,通过光刻胶定义开口图形,利用湿法蚀刻在玻璃上形成空腔。
-
焊料填充头扫描注入:将熔融焊料精确注入模具空腔,转移至晶圆上的焊料体积与玻璃空腔容积相关,焊料通常不润湿玻璃模具,加热后呈球状,模具空腔与 UBM 焊盘对准后可保证焊料润湿 UBM 焊盘。
-
焊料转移:将填充焊料的模具与晶圆对准,加热使两者相互靠近 / 接触,熔融焊球润湿 UBM 焊盘后,晶圆与模具分离,焊球转移至焊盘上。
3.4 技术改进与成果
-
改进晶圆凸点制作良率:通过缺陷原因分析改进 UBM 焊盘制作、模具制作和模具填充工艺,提高凸点制作良率,自 C4NP 项目开始缺陷率每月下降 15%,沾污问题基本消除,玻璃模具和模具填充工艺质量提高使 C4 凸点缺失减少,体积均匀性和共面性改善,焊料转移良率提高,最好的晶圆已达 100% 良率,节距 50µm 晶圆凸点制作可行,在纯氮气环境下填充工艺可提高良率,不同环境下模具填充情况不同,微凸点对桥接更敏感。
-
C4NP 技术优点:对多种焊料合金适应性强,变换焊料合金制作晶圆凸点简单,只需更换模具填充设备中的焊料填充头,可通过调节焊料储存器和模具温度应对不同焊料合金,能向后兼容现有焊料合金和 UBM,并允许采用任意多元新焊料合金和 UBM。
4. Cu 柱凸点制作
4.1 制作工艺
-
Cu 柱凸点制作结合光刻和电镀工艺,步骤为溅镀薄金属种子层(Ti 或 Ti-W 粘接层及 Cu 种子层)到晶圆后段制程结构钝化层表面和焊盘上,旋涂光刻胶(厚度 40 - 100µm),曝光显影,在光刻胶开口底部 Cu 种子层上电镀 Cu,选择性电镀焊料在 Cu 柱顶部,回流形成焊锡凸点或焊帽,用环保型溶剂去除光刻胶,Cu 柱凸点可在 Cu 种子层上以不同间隔制作,电镀工艺受光刻胶形貌、电镀耐久性和电镀后剥离能力影响。
4.2 优势与面临问题
-
优势:用于高性能封装,满足细节距要求,具有良好电迁移性能。
-
面临问题:芯片封装相互作用(CPI)对超低 k 介电层有影响,成本相对较高。
5. 基板凸点制作技术
5.1 常规工艺与问题
-
将芯片组装到有机层压基板上时,通过回流使芯片上焊锡凸点与基板上预焊料凸点互连,基板上预焊料凸点需补偿芯片上焊锡凸点高度变化及层压基板翘曲,对大尺寸芯片尤为关键,常采用压印工艺压平凸点顶部改善共面性。焊膏模板印刷工艺(焊膏含约 50% 助焊剂),先印刷焊膏到基板焊盘,移除掩膜,加热熔化形成凸点,最后压平凸点顶部,工艺简单成本低,但不适用于节距 < 150µm 的高密度互连,在细节距产品中易出现焊料桥接、空洞数量和凸点高度变化显著等问题,降低芯片贴装良率。
5.2 微焊球植球工艺
-
微焊球植球工艺(节距降至 120µm,阻焊层开口尺寸 60 - 70µm)步骤为将预制微焊球放置到基板焊盘上,移去网印掩膜,加热使焊球熔化形成凸点,可通过真空吸力或先印助焊剂再用挤压刷转移焊球等方式植球,该工艺能形成体积更大焊锡凸点,适用于凸点节距更小基板,但比模板印刷方法复杂,需 3 步掩膜和对准工艺,预制焊球成本随凸点尺寸减小显著增加,存在最大焊锡凸点体积限制,不适用于多种焊盘尺寸情况。
5.3 熔融焊料注入技术
-
熔融焊料注入技术将柔性掩膜中的通孔与基板焊盘对齐,利用压力和温度优化组合将熔融焊料注入掩膜通孔,同时填充阻焊层开口和掩膜通孔,控制低氧填充环境,无需助焊剂和甲酸,焊料润湿焊盘固化后分离掩膜,该技术可针对细节距产品制得体积更大焊锡凸点,固化后凸点呈柱状且有圆顶,焊锡凸点形状和体积可通过改变掩膜厚度或通孔孔径调整,适用于极细节距产品,可采用任何类型焊料合金且不增加材料成本,凸点具有良好界面微观结构和共面性。5.4 不同工艺对比(续)
6. 倒装芯片中的无铅焊料
6.1 法规推动与技术发展
-
根据欧盟 RoHS 法规,消费类电子产业自 2006 年 7 月起淘汰含铅焊料,高性能电子系统无铅豁免期延至 2016 年 7 月。针对无铅焊料的 C4NP 技术是新的晶圆凸点制作工艺重点。
6.2 无铅焊料种类与性能
-
无铅候选焊料(如 Sn - 3.5% Ag、Sn - 3.8% Ag - 0.7% Cu、Sn - 3.5% Ag3% Bi、Sn - 0.7% Cu 等)与含铅焊料相比,熔点较高(208 - 227°C),影响封装材料性能和组装工艺,且难以维持焊料熔点层级。无铅焊料多为富 Sn 焊料(含超 90% Sn),物理、化学和力学特性受纯 Sn 特性影响,纯 Sn 为多晶态,室温下稳定的 β - Sn 晶体结构具有高度各向异性,影响焊点完整性和可靠性。β - Sn 沿 c 轴方向热膨胀系数、弹性模量、电阻率及溶质扩散速率与 a 轴方向有明显差异,在焊点中,Sn 晶粒取向影响电迁移退化机理和热 - 机械响应,c 轴取向与基板平行的 BGA 焊球或与电流方向一致的倒装芯片焊点会过早失效。无铅焊料固化时存在较大过冷度,促进初生相生长,过冷度受焊料体积、成分、UBM 及模具冷却速率等因素影响,降低过冷度对提高芯片焊点完整性和可靠性至关重要。
6.3 界面反应与控制
-
凸点下金属化层(UBM)决定回流后焊锡凸点大小,提供可润湿表面,保证粘接性和可靠性,也是电镀焊锡凸点时的电连接点,回流焊时焊料与 UBM 反应提高粘接性。与陶瓷基板连接时,高铅焊料在约 350°C 回流,UBM 结构有特定组成;与有机层压基板连接时,共晶 Sn - Pb 焊料会使 Cu 薄膜消耗生成 CuSn 金属间化合物,影响焊点可靠性,无铅焊料回流温度高,与 UBM 界面反应剧烈,需用薄 Ni 阻挡层控制,Ni - Fe 合金(Ni 含量不超 80%)可作为富 Sn 焊料有效阻挡层。基板金属化层选择重要,常用层压基板的 Cu 有机保焊膜(OSP)和化镍浸金层(ENIG)、陶瓷基板的 Ni (P)/Au 层,化镀 Ni (P) 薄膜广泛用作基板金属化层,其微观结构有纳米晶体、非晶体及两者混合物等类型,与焊料反应时会出现柯肯达尔空洞,影响焊点可靠性,可通过沉积中间层(Sn 或 Cu)防止金属间化合物剥落。富 Sn 焊料添加微量合金元素(如 Zn、Ni、Ge 等)可控制焊点界面反应,减少 Cu 消耗、抑制空洞形成、降低过冷度、改善焊点性能,但添加 Zn 元素需控制量,避免影响焊点其他性能,可采用含 Zn 的 UBM 控制界面反应。
7. 倒装芯片互连结构的可靠性
7.1 热疲劳可靠性
-
有机层压基板倒装芯片封装通过填充下填料保证焊锡凸点可靠性,下填料缓解芯片与电路板热失配,减小相对变形。早期研究对比无铅与含铅倒装芯片焊点热疲劳性能,评估多种无铅焊膏,通过特定试验方法发现不同 UBM 上无铅焊料疲劳寿命有差异,Sn - 0.7% Cu 焊点抗疲劳性能较好,Ag 含量影响 Sn - Ag - Cu 焊点热疲劳寿命,焊点疲劳寿命还受冷却速率和热循环实验条件影响。无铅倒装芯片焊点疲劳特性受 Sn 晶体取向和物理 / 力学性能方向性影响,传统疲劳失效机理受距中性点距离相关因素影响,Sn 晶体取向会使失效过程更复杂。
7.2 跌落冲击的可靠性
-
随着便携电子产品问世,焊点抗跌落冲击性成为关键可靠性问题。对于板上倒装芯片产品,填充下填料有利于焊点跌落冲击可靠性,而芯片尺寸封装、晶圆级封装及微 BGA 或 BGA 封装通常不填充下填料。跌落实验中,焊点脆断原因是金属间化合物与 Cu 焊盘界面脆弱,高温时效时界面处形成柯肯达尔空洞,降低焊点强度,该界面不易被低应变率机械测试发现,空洞形成多变,受电镀 Cu 特性影响,高温下形成速率更快。为提高无铅焊点跌落可靠性,可减少 Sn - Ag - Cu 焊料中 Ag 或 Cu 含量,或添加少量合金元素(如 Ti、Mn、Ni、In、Zn 等)控制界面反应,抑制空洞形成。
7.3 芯片封装相互作用
-
无铅焊料面临芯片封装相互作用导致的可靠性挑战,如层间电介质分层和超低 k 介电层连续开裂。层间电介质分层主要因高强度无铅焊料使后段制程结构热机械应力大,大尺寸芯片应用使问题更严重,可通过选择潜变速率高的焊料、提高介电层间粘接强度缓解,线路开路失效可通过超声波扫描成像检测。超低 k 介电层连续开裂因角点位置应力大、介电层脆弱且孔隙率大、弹性模量和断裂韧性低,以及基板转变使热失配和翘曲增大,缓解方法包括优化无铅焊料性能和微观结构、优化互连温度曲线、改进后段制程结构、减小基板和芯片翘曲、采用低热膨胀系数层压材料等,降低回流冷却速率可减少应力,但会增加工艺时间降低产能,改进远后段制程结构可减小应力,Sn - 0.7% Cu 凸点比 Sn - 3.5% Ag 凸点更易发生潜变,能减小芯片翘曲和低 k 层切应力,建议采用 Ag 含量较低的 Sn - Ag 焊料减少损坏,芯片封装相互作用损坏具有局部性差异。
7.4 电迁移可靠性
-
倒装芯片焊点电迁移成为重要可靠性问题,富 Sn 焊点电迁移是关键挑战,因其熔点低及溶质原子扩散速率各向异性。研究发现 Sn - Ag 焊点电迁移性能优于 Sn - Cu 焊点,有两种失效机制(模式 I:Sn 自扩散引起金属间化合物与焊料分层;模式 II:Sn 晶粒 c 轴与电流方向平行时,Ni 或 Cu 快速扩散导致早期失效),Ag 含量影响 Sn - Ag 焊点失效机制,Sn - Cu 焊点多为模式 II 失效。掺杂 Zn 元素可改善 Sn - Ag 焊点电迁移可靠性,电迁移退化与晶粒方向密切相关,Sn 晶体结构各向异性导致电学、机械和扩散特性各向异性,沿 c 轴与 a 或 b 轴扩散系数相差大,影响电迁移失效过程,Blech 长度效应可抑制原子扩散延长焊点电迁移寿命,掺杂特殊合金元素可改变 Sn 微观结构和电迁移性能,Zn 能稳定金属间化合物、减缓 Cu 迁移,厚 Cu 柱凸点可提高焊点电迁移性能,但会使低 k 介电材料应用更具挑战性,需引入特殊应力缓冲结构。
7.5 锡疫
-
温度低于 13°C 时,β - Sn 会转变为同素异形体 α - Sn,发生锡疫,焊点体积增加且易碎,残余应力会加快转变,在焊料中掺杂少量 Bi 和 Sb 元素可抑制锡疫形成。
8. COF&TAB 软板制作技术
8.1 产品与领域介绍
-
COF(Chip on Flex or Chip on Film)和 TAB(Tape Automatic Bonding)可统称为晶粒承载薄膜(软板),属于半导体产业链一环,半导体产业链涵盖方案设计、晶粒生产、载板生产、封装、测试、成品组装运用等,COF&TAB 生产需在严格管控条件下自动化进行,属于微距制程,肉眼无法目视。进入该领域需做好心态调整,了解产品尺寸单位(如 1um = 10⁻⁶m,一张 A4 纸厚度约 80 - 100um,一根头发厚度约 50 - 100um)。
8.2 生产条件需求
-
连续性生产(Reel to Reel 卷带式生产):包含干制程及湿制程生产,有单一制程(单机)及连续性制程(直线式及洄流式),拆分后可等同一家单一工厂。
-
高精密自动化检测(单一 & 连续):包括电气特性检测机(连续)、尺寸检测机(单一)、外观检测机(单一 & 连续)、编辑机(单一)、电镀膜厚测试机(单一)。
-
无尘室生产车间(整年不间断):负压车间含空气过滤循环及高架地板,进行 Particle(微粒)和温湿度管控。
8.3 制作流程与运用
-
制作流程:包括冲孔(传动孔、元件孔、绕区孔)、压合(TAB 制程将 PI 与铜箔压合,COF 采用 CCL 基材)、涂布、曝光、显影(类似传统照相洗底片)、蚀刻(清除铜箔未被光罩图像覆盖区域)、电镀(镀锡、镀金)、印刷(防焊绿漆、Flex ink)、检查(电测、尺寸、外观、编辑、膜厚)、包装(抽真空加氮气)、仓储,生产、检查车间及仓库均需严格管控温湿度。
-
产品运用:IC 生成后,在客户端进行封装测试,封装完成后的产品可用于传统 IC 等。
8.4 生产影响
-
COF&TAB 生产过程耗用大量水电,产生大量废水,可采用太阳能发电及废水再生系统减少环境影响。.
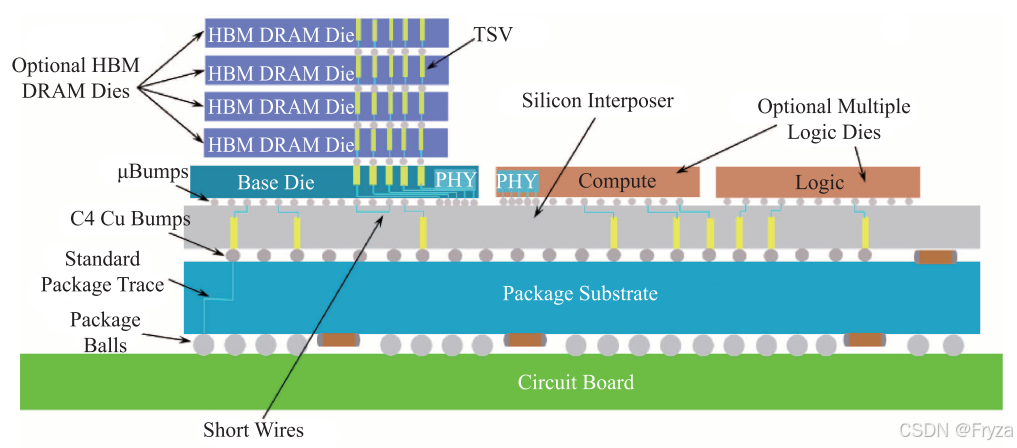
9. 其他封装相关技术
-
Fan - out Packaging(扇出型封装):一种先进的封装技术,可实现芯片与封装基板之间更高效的电气连接和更小的封装尺寸。它通过将芯片的连接引脚重新分布到封装基板上,增加了 I/O 密度,同时改善了信号传输性能。在一些高性能计算和移动设备应用中,Fan - out Packaging 能够提供更好的散热性能和更小的外形尺寸,满足了对设备小型化和高性能的需求。
-
TSV(硅通孔)技术:在芯片堆叠封装中具有重要应用,通过在芯片之间制作垂直的硅通孔,实现了芯片间的直接电气连接,大大缩短了信号传输路径,提高了数据传输速率,同时也降低了功耗。在 3D 芯片集成中,TSV 技术能够实现多层芯片的垂直堆叠,显著提高了芯片的集成度,为高性能计算、人工智能等领域提供了强大的技术支持。
10. 质量保障措施
-
标准测试项目:用于质量认证的标准测试涵盖了多种项目,如温度 / 湿度 / 偏压测试(85°C/85% RH/3.6V,时长 1000h)、深度热循环测试( - 55 - 125°C,700cycles)、热循环测试( - 25 - 125°C,1000cycles 或 0 - 100°C,3000cycles)、功率循环测试(25 - 125°C,1000cycles)、板级冲击测试(100g、200g、300g,2/1.5/1.2ms)、低温存储测试( - 65°C,1000h)、高温存储测试(150°C,1000h)、高加速应力测试(130°C/85% RH/3.6V,96h)、板级振动测试(1.04G,0 - 500Hz,3 轴,3h)、电迁移测试(150°C/0.7A,2000h)、热循环(锡须)测试( - 55 - 85°C,1500cycles)、温度 / 湿度(锡须)测试(60°C/87% RH,4000h)等。这些测试都是工业标准程序,常用于 FCPBGA 产品的质量认证。
-
预处理与测试顺序:一般情况下,预处理测试包括吸湿和 3 次回流循环,之后再进行其他测试。如果封装技术不可靠,这些测试可能会引发各种失效模式,如焊点开裂、器件开裂、焊料桥接以及电迁移引起的电气短路等。通过这些全面的质量保障措施,确保了封装产品在各种复杂环境下的可靠性和稳定性,满足了不同应用场景的需求。
11. 总结与展望
-
先进芯片封装技术在不断发展演进,从倒装芯片互连技术的多种类型及其演变,到组装技术的各个环节优化,再到 C4NP、Cu 柱凸点、基板凸点制作技术的创新,以及无铅焊料的应用与挑战、互连结构可靠性的深入研究、COF&TAB 软板制作技术的特色,还有 Fan - out Packaging 和 TSV 技术等新兴技术的出现,共同推动了芯片封装向更高性能、更小尺寸、更环保和更可靠的方向发展。质量保障措施则为封装产品的质量和可靠性提供了坚实的保障。未来,随着电子产品不断向小型化、高性能、多功能方向发展,芯片封装技术将继续面临新的挑战和机遇,如进一步提高封装密度、提升信号传输速度、增强散热性能、解决新材料应用中的问题等,以满足不断增长的市场需求,在半导体产业发展中发挥更加重要的作用。

















 870
870

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









