







1、根据焊枪集成方式(固定焊,单枪等)选择正确的MOC文件,导入机器人控制器。标准原始的MOC文件的结构如下所示:
文件名:MxLyBzS_DMd.CFG
其中:x:motor(logical axis) 外部轴
y:measurement link 串口测量板Link口
z:board position SMB板卡位置
d:drive module 外部驱动单元位置
此cfg文件表示:第7轴,SMB线连接第一个Link口,
连接第一块SMB板上,使用第一个外部驱动模块。
2、首次导入MOC文件的时候,示教器报如下错误:
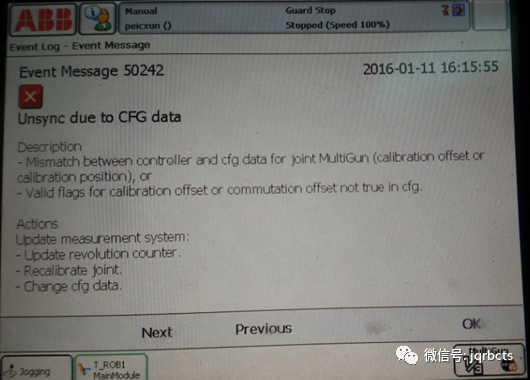
此时无需让枪开口闭合,运行fine calibration(微校),并Updata Revolution Counters(更新转数计数器),即可消除错误,使示教器可以上电。
微校步骤:
1).选择菜单ABB - Calibration.
2).选择焊枪
 最低0.47元/天 解锁文章
最低0.47元/天 解锁文章



















 2万+
2万+

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言











