







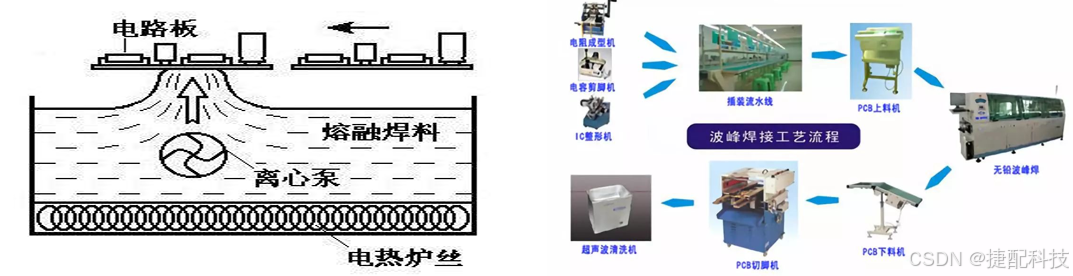
PCB 焊接是利用焊料将 PCB 上的金属表面以机械和电气方式连接的过程。焊料一般为锡和铅的混合物,常见的有 60/40(60% 锡和 40% 铅)及 63/37(63% 锡和 37% 铅)等类型。其熔化温度低于锡或铅各自的熔点,如 60/40 焊料熔化温度为 370°F (188°C),能快速熔化,减少元件受热时间。,自动化焊接过程,例如波峰焊(用于通孔组件)或回流焊接(用于 SMT 组件)。

一、焊接关键因素考量
(一)焊点尺寸
焊点尺寸影响助焊剂活化与焊料熔化时间。较大焊点需更多热量,应选用瓦数更高的烙铁及更大烙铁头。因为热连接(焊点与烙铁的接触区域)大小至关重要,它决定了热量传递效率。
(二)烙铁接触时间
正确的烙铁接触焊点时间在 2 到 4 秒之间。这个时间足以让助焊剂激活、焊料熔化并流入焊点。时间过短易形成冷焊点,过长则可能损坏电路板与电子元件。
(三)烙铁压力
烙铁与电路板表面应成 45 度角并轻轻施压,压力只需保证烙铁处于所需位置即可。过大压力会导致印刷线路组件上的焊盘和迹线抬起、损坏。初学者常因烙铁头或功率选择不当,用力推烙铁试图弥补热量不足,从而损坏电路板。
三、焊接工具的选用
(一)烙铁
要依据焊接项目选择合适尺寸与形状的烙铁头。烙铁头可互换,方便在不同焊接应用中使用。若烙铁头过小,焊点加热时间过长,可能损坏电路板与热敏元件;过大则可能烧毁、抬起或破裂 PCB 上的导体和焊盘,甚至在后期影响元件性能、缩短寿命。更换烙铁头应在烙铁冷且未通电时进行。
(二)焊料
焊料有焊锡丝与焊膏两种形式。焊锡丝盘绕在线轴上,电子产品常用尺寸在 0.010”-0.050” (0.25mm -1.27mm) 之间。焊膏保质期较短,为 3 - 6 个月,需冷藏并密封保存,否则易氧化。
(三)助焊剂
助焊剂用于清洁焊接表面,松香助焊剂在电子应用中最常用。其活化温度低于焊料熔点,若焊接时未激活,可能导致焊点不良。使用焊锡丝时要注意避免改变焊料 / 助焊剂比率,如需额外助焊剂,可选用助焊剂笔或糊剂涂抹。
四、焊接步骤详解
(一)镀锡
焊接前要对烙铁头和待焊接表面镀锡。烙铁头加热到工作温度后,用约 0.050” (1.27mm) 的粗焊锡丝覆盖一层薄焊料,可去除氧化物等污染物。若烙铁头氧化严重,需先用黄铜线尖端清洁剂清洁,不可用钢刷。每次使用后也应镀锡,可延长烙铁头寿命。待焊接表面镀锡能提高可焊性、防止氧化,应在干净、未损坏的表面且连接前进行,镀锡后表面应有光泽。
(二)焊接
对于通孔电子元件,如大功率电阻器等发热元件,其引线穿过电路板后需抬高以利空气流通,其他无源元件引线弯曲不超 45° 并剪掉多余部分后焊接;半导体元件则先焊接后剪引线,以防热损坏,也可用金属镊子夹在焊点与元件主体间的引线吸收多余热量。集成电路可直接焊或先焊 DIP 插座再插入集成电路,后者可避免热损坏且方便更换。
(三)去除助焊剂残留物
焊接后助焊剂残留物会影响 PCB 性能,需清除。先用异丙醇或助焊剂去除笔清洁,再用蒸馏水冲洗焊点,避免使用自来水,因其中矿物质会留下污渍。
(四)检查与维修
焊接后要检查焊点有无冷焊点、桥接、焊球等缺陷,有缺陷及时修复。高密度电路板因元件间距小,焊接难度大,需选用合适尺寸烙铁头。维修时要注意保护电路板走线与焊盘,避免过多热量损坏。
五、焊接实用技巧
PCB 表面要清洁。
焊丝尺寸与焊接需求匹配。
烙铁头适配焊接元器件。
精心挑选焊料与助焊剂。
设定合适焊接温度,保证焊料熔化且不过热。
保持烙铁头在引线与接触点 / 焊盘直至达到温度。
焊料用量要覆盖接触垫并环绕引线。
必要时用剪线钳修剪引线,但勿触及焊点。
用优质助焊剂去除剂清理助焊剂残留。


















 117
117

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









