






IE一般是工业工程专业,他们就是家里的省钱管家,该省省,该花花。作为管家,就要有几把趁手的工具。今天分享的就是他们的神兵利器。
一、ECRS分析法
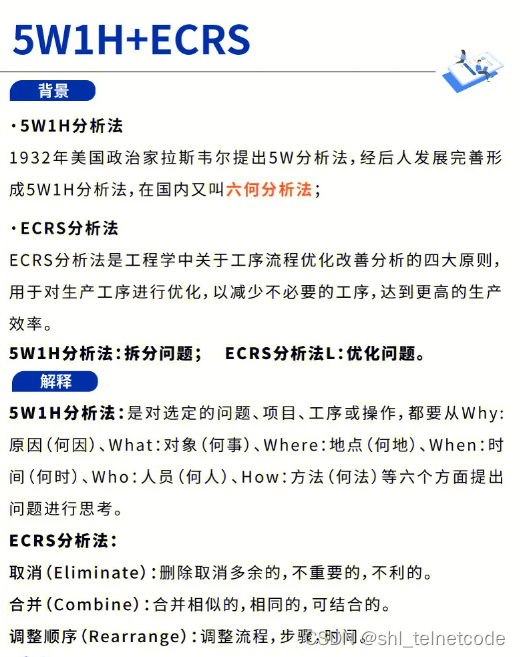
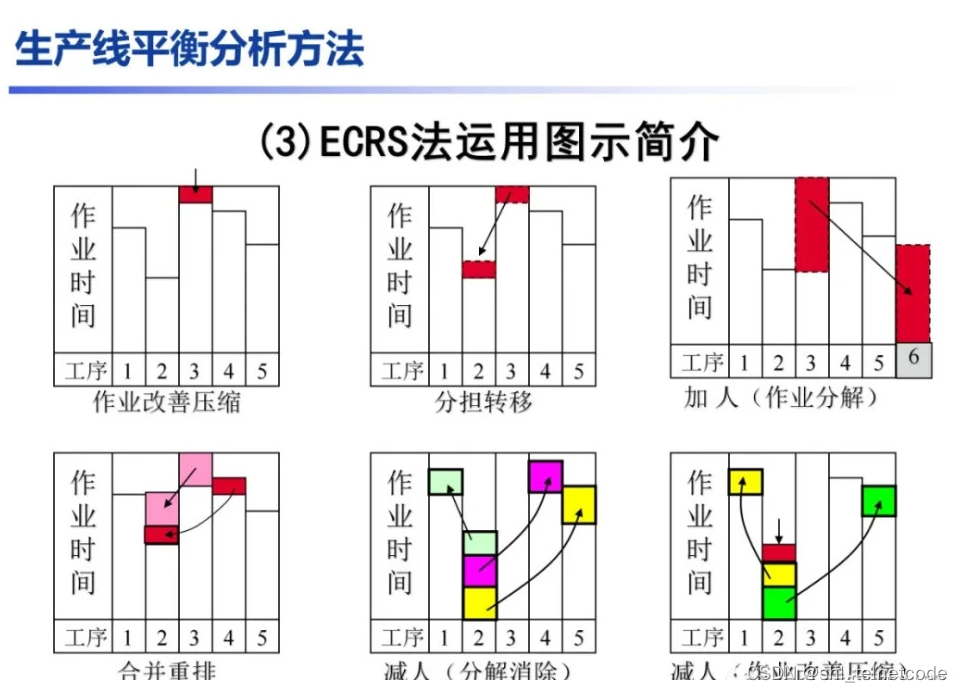
ECRS分析法,是工业工程学中程序分析的四大原则,用于对生产工序进行优化,以减少不必要的工序,达到更高的生产效率。
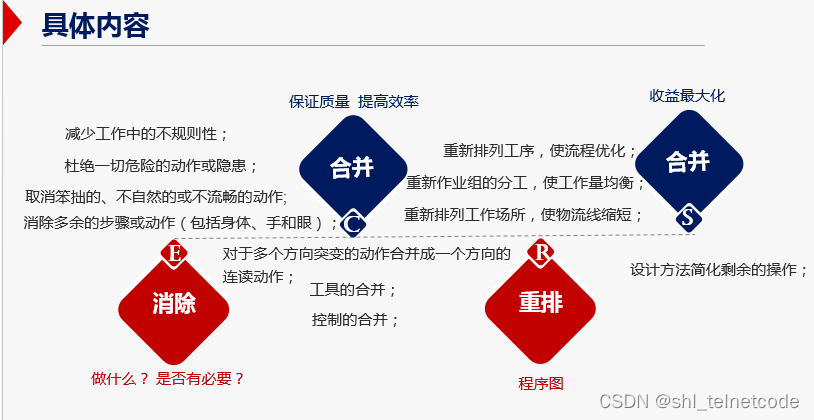
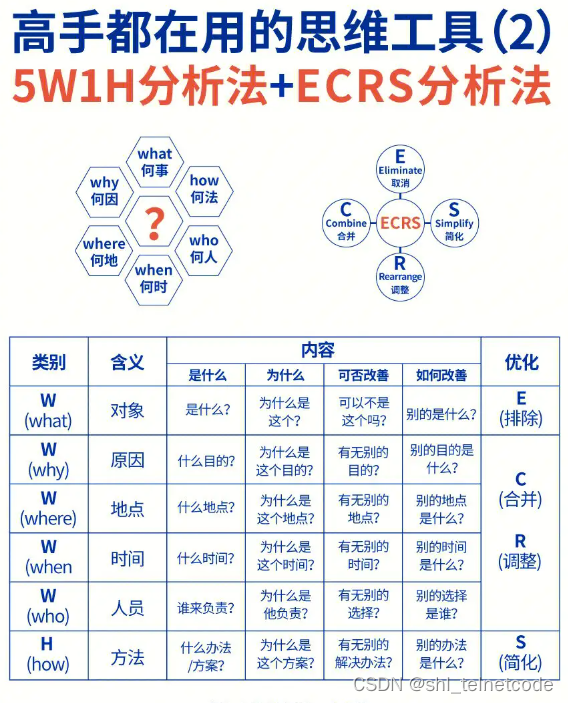
ECRS,即取消(Eliminate)、合并(Combine)、调整顺序(Rearrange)、简化(Simplify)。

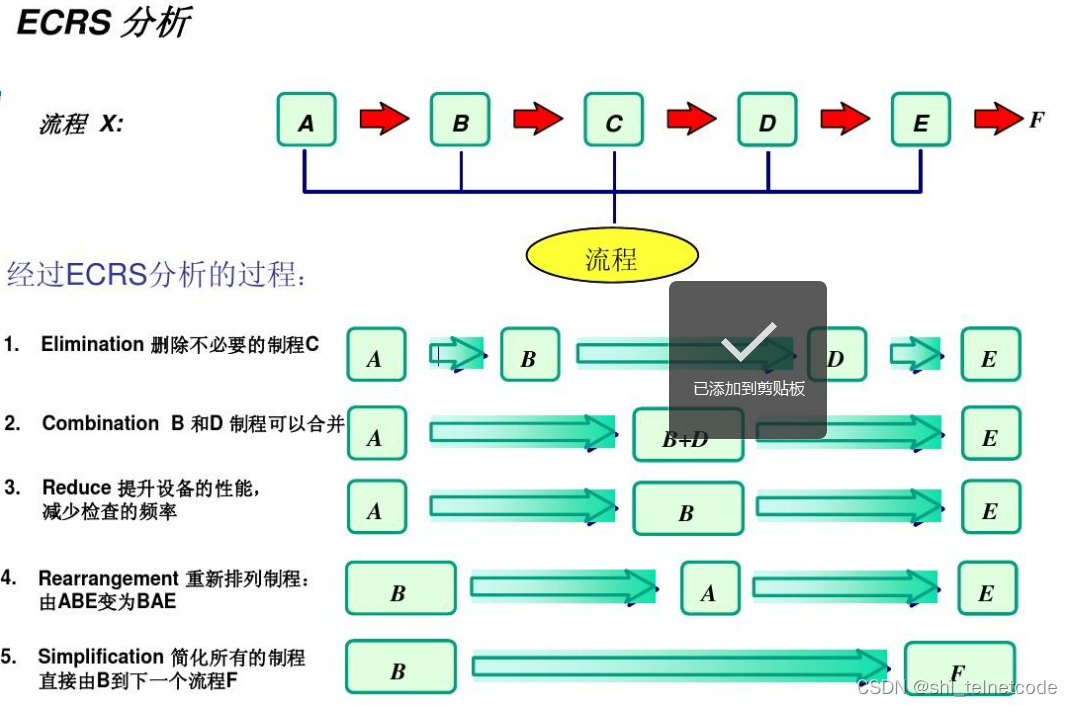
取消(Eliminate):“作业要素能完成什么,完成的有否价值?是否必要动作或作业?为什么要完成它?”,“该作业取消对其它作业或动作有否影响”。
首先考虑该项工作有无取消的可能性。如果所研究的工作、工序、操作可以取消而又不影响半成品的质量和组装进度,这便是最有效果的改善。例如,不必要的工序、搬运、检验等,都应予以取消,特别要注意那些工作量大的装配作业;如果不能全部取消,可考虑部分地取消。例如,由本厂自行制造变为外购,这实际上也是一种取消和改善。
合并(Combine):如果工作或动作不能取消,则考虑能否可与其他工作合并,或部分动作或工作合并到其它可合并的动作或作业中。
合并就是将两个或两个以上的对象变成一个。如工序或工作的合并、工具的合并等。合并后可以有效地消除重复现象,能取得较大的效果。当工序之间的生产能力不平衡,出现人浮于事和忙闲不均时,就需要对这些工序进行调整和合并。有些相同的工作完全可以分散在不同的部门去进行,也可以考虑能否都合并在一道工序内。
重排(Rearrange):对工作的顺序进行重新排列。
重组也称为替换。就是通过改变工作程序,使工作的先后顺序重新组合,以达到改善工作的目的。例如,前后工序的对换、手的动作改换为脚的动作、生产现场机器设备位置的调整等。
简化(Simplify):指工作内容和步骤的简化,亦指动作的简化,能量的节省。在进行5W1H分析的基础上,可以寻找工序流程的改善方向,构思新的工作方法,以取代现行的工作方法。
经过取消、合并、重组之后,再对该项工作作进一步更深入的分析研究,使现行方法尽量地简化,以最大限度地缩短作业时间,提高工作效率。简化就是一种工序的改善,也是局部范围的省略,整个范围的省略也就是取消。
有些学说在ECRS四大原则之外还增加了另一个原则,即增加I(Increase),意为在现有工序的基础上增加新的工序,来提高产品质量、增加产品功能,或者为后续工作做准备等。在实际的工作中要重复性的利用ECRSI,不断优化-实践-分析-优化,来达到更高的生产效率。
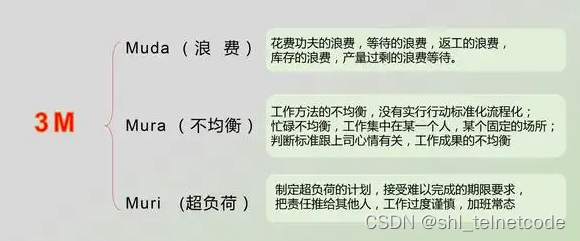
那么ECRS省略的目标和对象仅仅是金钱吗?不是的!节省的是3M:浪费、不均衡、超负荷。
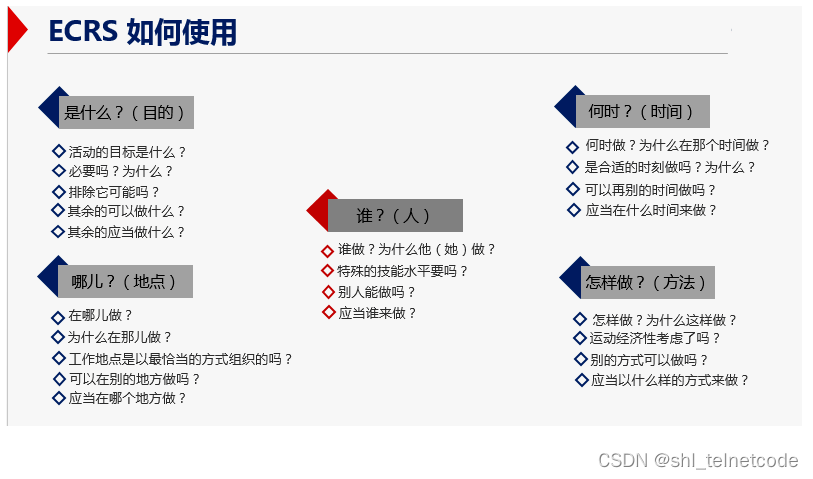
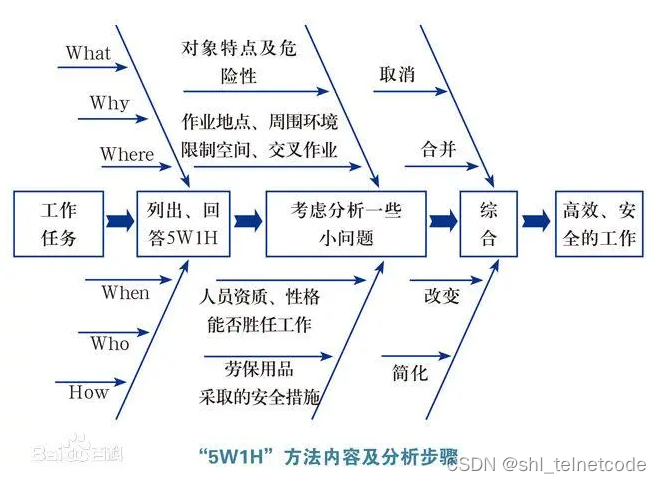
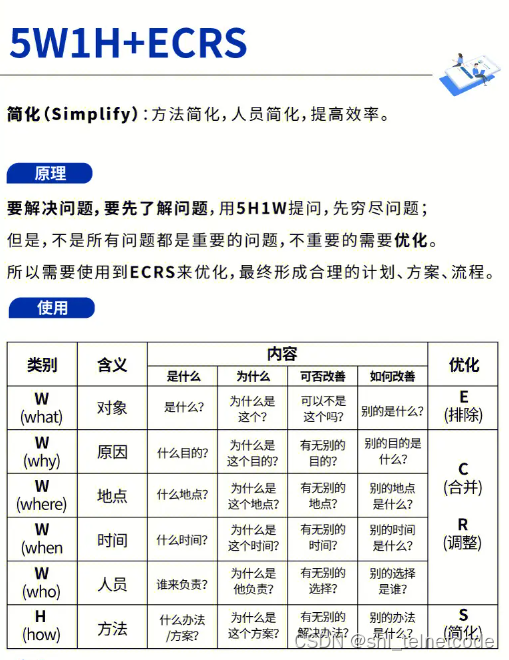
二、5W1H
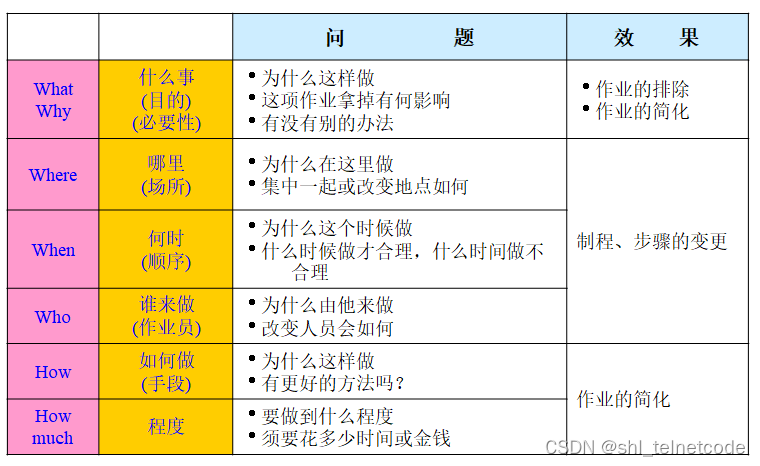
现在ECRS不断与5W1H、精益管理融合在一起使用,我们也要理解清楚什么是5W1H。
精益生产现在运用较为先进的就是中控室形式,软件监控并计算工时节拍的形式,来时时跟踪,时时优化的IE优化模式,在汽车行业已经得到了普遍运用。







分析-线平衡分析方法-风扇厂产线平衡视频案例
三、生产线平衡
想了解生产线平衡,需要先了解以下几个名词:节拍(TT)、单元化生产(cell line)、生产线平衡率、稼动率、标准工时(CT)、山积表、UPPH表、layout分析。
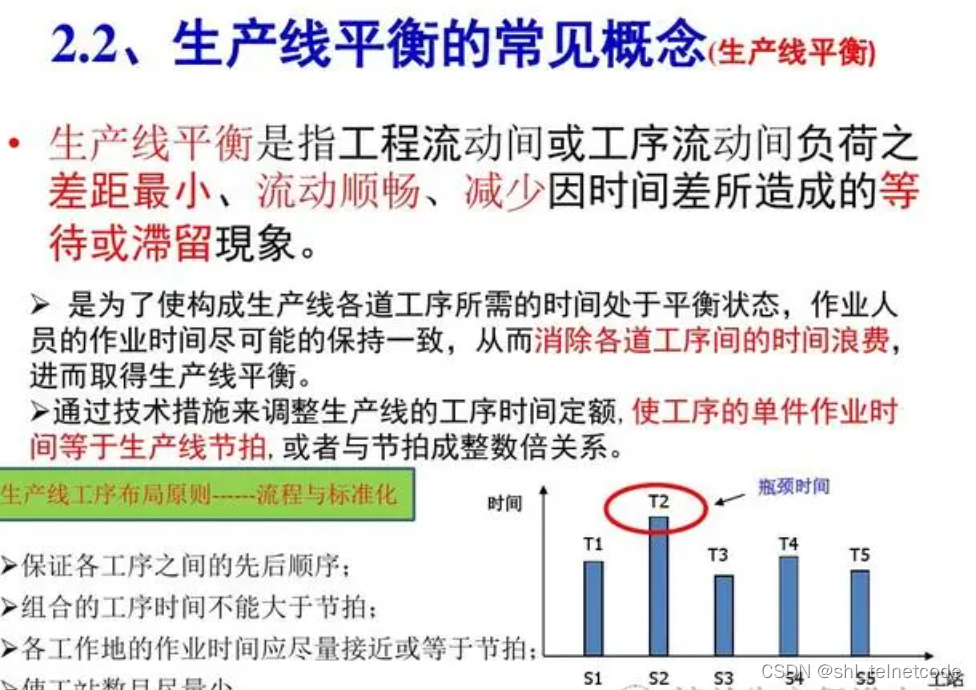
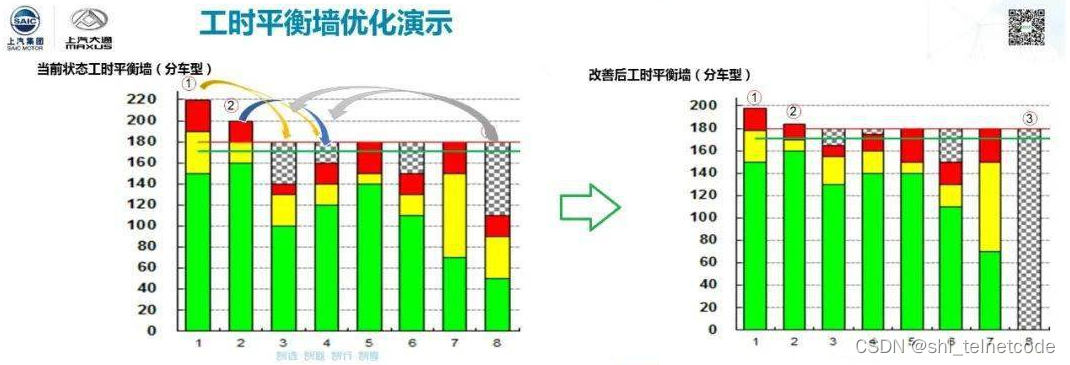
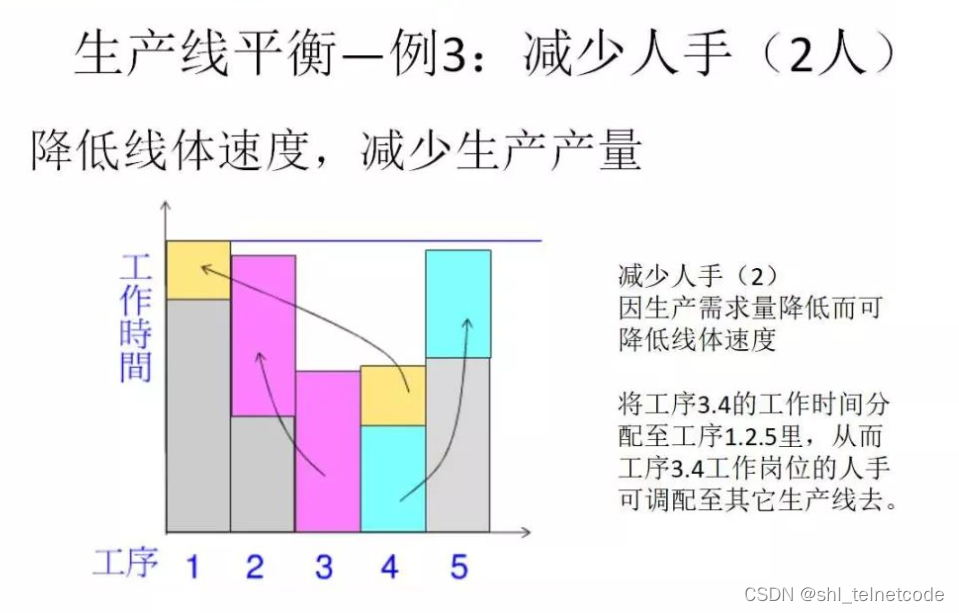
生产线平衡即是对生产的全部工序进行平均化,调整作业负荷,以使各作业时间尽可能相近的技术手段与方法。目的是消除作业间不平衡的效率损失以及生产过剩。
你会发现上面讲的ECRS实际上就是为了达到线平衡的状态,那为什么要费尽心思达到线平衡呢?
生产线平衡是一门很大的学问,生产线平衡直接关系到生产线的正常使用。
生产线平衡指南主要包括生产线平衡的相关定义、生产线平衡的意义、工艺平衡率的计算、生产线平衡的改善原则和方法。
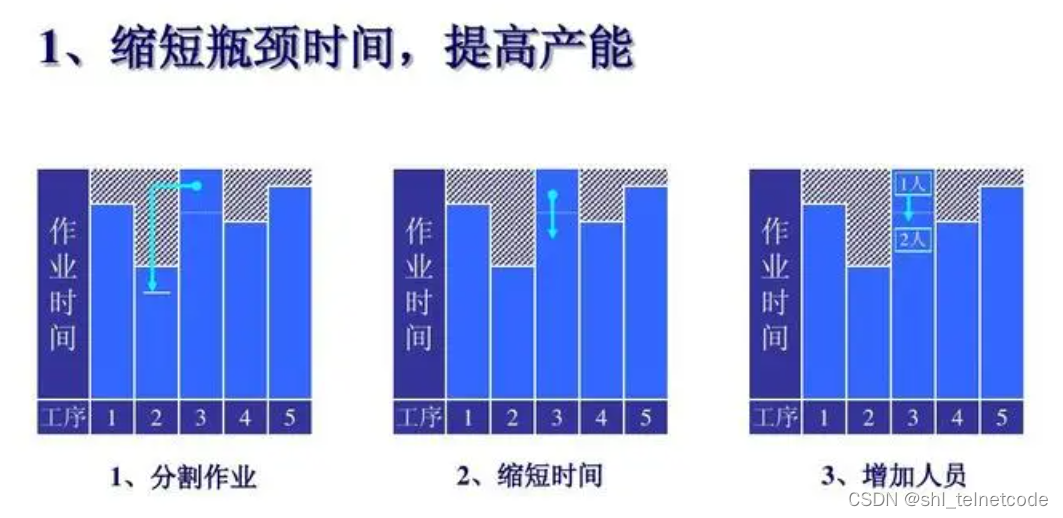
生产线平衡(Line Balance):对生产线的全部工序进行负荷分析,通过调整工序间的负荷分配使各工序达到能力平衡(作业时间尽可能相近)的技术手段与方法,最终消除各种等待浪费现象,提高生产线的整体效率。这种改善工序间能力使之平衡的方法又称为“瓶颈改善”。
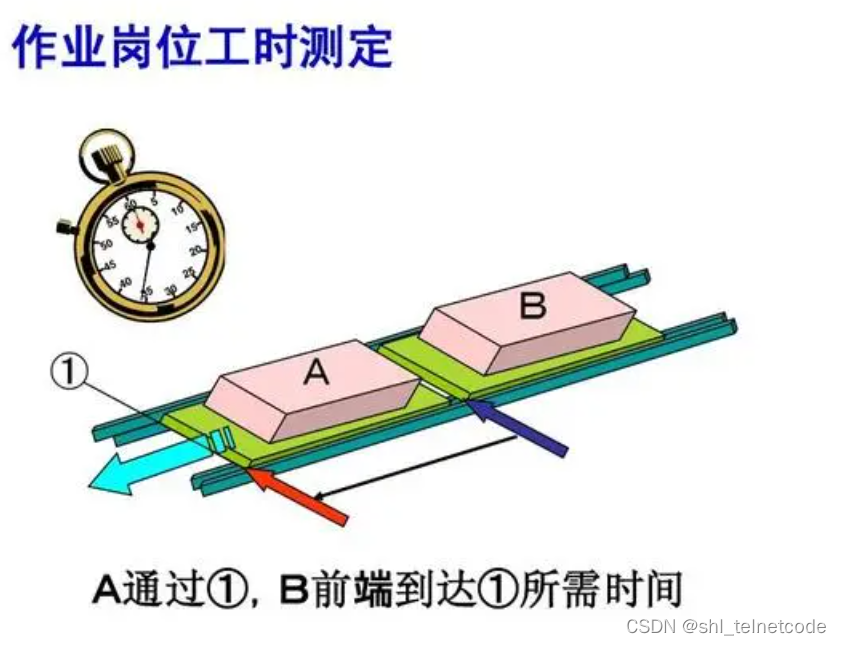
流程的“循环时间”(Cycle time)是指连续完成相同的两个产品(或两次服务,或两批产品)之间的间隔时间。换句话说,即指完成一个产品所需的平均时间。节拍通常只是用于定义一个流程中某一具体工序或环节的单位产出时间。如果产品必须是成批制作的,则节拍指两批产品之间的间隔时间。在流程设计中,如果预先给定了一个流程每天(或其它单位时间段)必须的产出,首先需要考虑的是流程的节拍。

而通常把一个流程中生产节拍最慢的环节叫做“瓶颈“(Bottleneck)。流程中存在的瓶颈不仅限制了一个流程的产出速度,而且影响了其它环节生产能力的发挥。
更广义地讲,所谓瓶颈是指整个流程中制约产出的各种因素。例如,在有些情况下,可能利用的人力不足、原材料不能及时到位、某环节设备发生故障、信息流阻滞等,都有可能成为瓶颈。正如“瓶颈”的字面含义,一个瓶子瓶口大小决定着液体从中流出的速度,生产品或使用的人力和设备。因此在流程设计中和日后的日常生产运作中都需要引起足够的重视。
与节拍和瓶颈相关联的另一个概念是流程中的“空闲时间”(idle time)。空闲时间是指工作时间内没有执行有效工作任务的那段时间,可以指设备或人的时间。当一个流程中各个工序的节拍不一致时,瓶颈工序以外的其它工序就会产生空闲时间。 这就需要对生产工艺进行平衡。

制造业的生产线多半是在进行了细分之后的多工序流水化连续作业生产线,此时由于分工作业,简化了作业难度,使作业熟练度容易提高,从而提高了作业效率。然而经过了这样的作业细分化之后,各工序的作业时间在理论上,现实上都不能完全相同,这就势必存在工序间节拍不一致出现瓶颈的现象。除了造成的无谓的工时损失外,还造成大量的工序堆积即存滞品发生,严重的还会造成生产的中止。为了解决以上问题就必须对各工序的作业时间平均化,同时对作业进行标准化,以使生产线能顺畅活动。
“生产线工艺平衡”即是对生产的全部工序进行平均化,调整各作业负荷,以使各作业时间尽可能相近。是生产流程设计与作业标准化必须考虑的最重要的问题。生产线工艺平衡的目的是通过平衡生产线使用现场更加容易理解“单件流”的必要性及“小单元生产”(Cell production)的编制方法,它是一切新理论新方法的基础。
 生产线平衡问题是一个与设施规划相牵连的问题。一个工作站要完成的工作总量与分配到该工作站的基本工作单元总数是一致的。生产线平衡问题就是将所有基本工作单元分派各个工作站,以使每个工作站在节拍(即相邻两产品通过装配线尾端的间隔时间)内都处于繁忙状态,完成最多的操作量,从而使各工作站的未工作时间(闲置时间)最少。这个问题被产品设计和过程技术中所规定的各基本工作单元的关系弄得复杂了(是否应删除)。各基本工作单元的这种关系称为作业先后关系,它决定了装配过程中操作完成的先后次序。导入节拍、山积表、UPPH表从而实现线平衡的意义:
生产线平衡问题是一个与设施规划相牵连的问题。一个工作站要完成的工作总量与分配到该工作站的基本工作单元总数是一致的。生产线平衡问题就是将所有基本工作单元分派各个工作站,以使每个工作站在节拍(即相邻两产品通过装配线尾端的间隔时间)内都处于繁忙状态,完成最多的操作量,从而使各工作站的未工作时间(闲置时间)最少。这个问题被产品设计和过程技术中所规定的各基本工作单元的关系弄得复杂了(是否应删除)。各基本工作单元的这种关系称为作业先后关系,它决定了装配过程中操作完成的先后次序。导入节拍、山积表、UPPH表从而实现线平衡的意义:
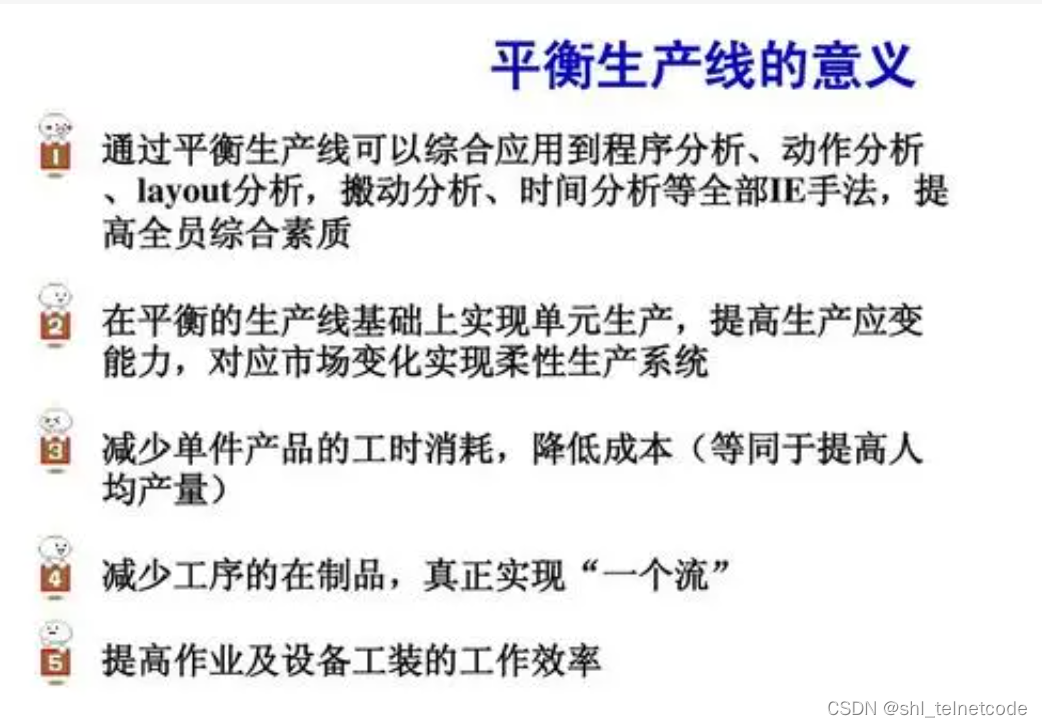
1、缩短产品装配时间,增加单位时间的产量,降低生产成本;
2、减少工序间的在制品,减少场地的占用;
3、减少工序之间的准备时间,缩短生产周期;
4、消除员工等待现象,提升员工士气;
5、改变传统小批量作业模式,使其达到一个流生产;
6、可以稳定和提升产品质量;
7、提升工厂整体生产效率和降低现场的各种浪费现象。
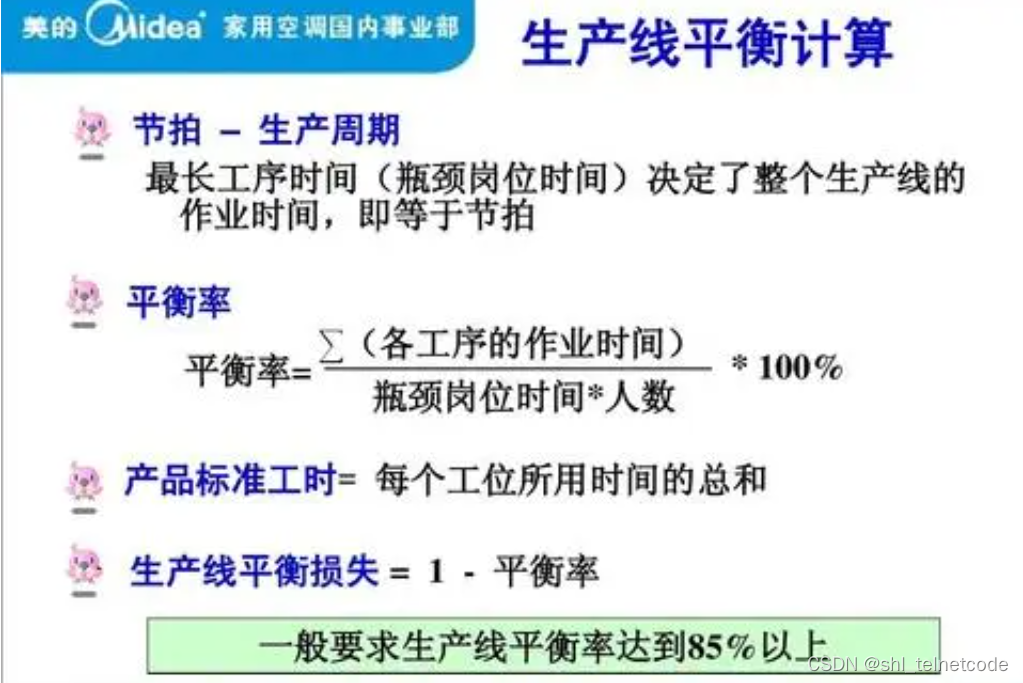
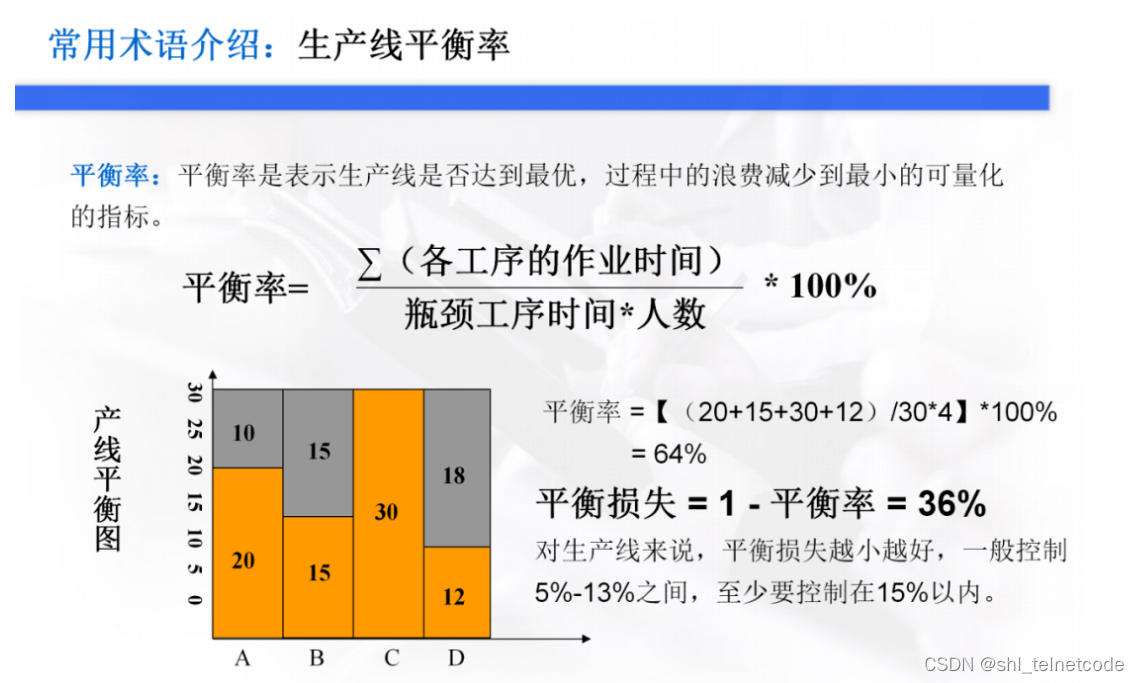
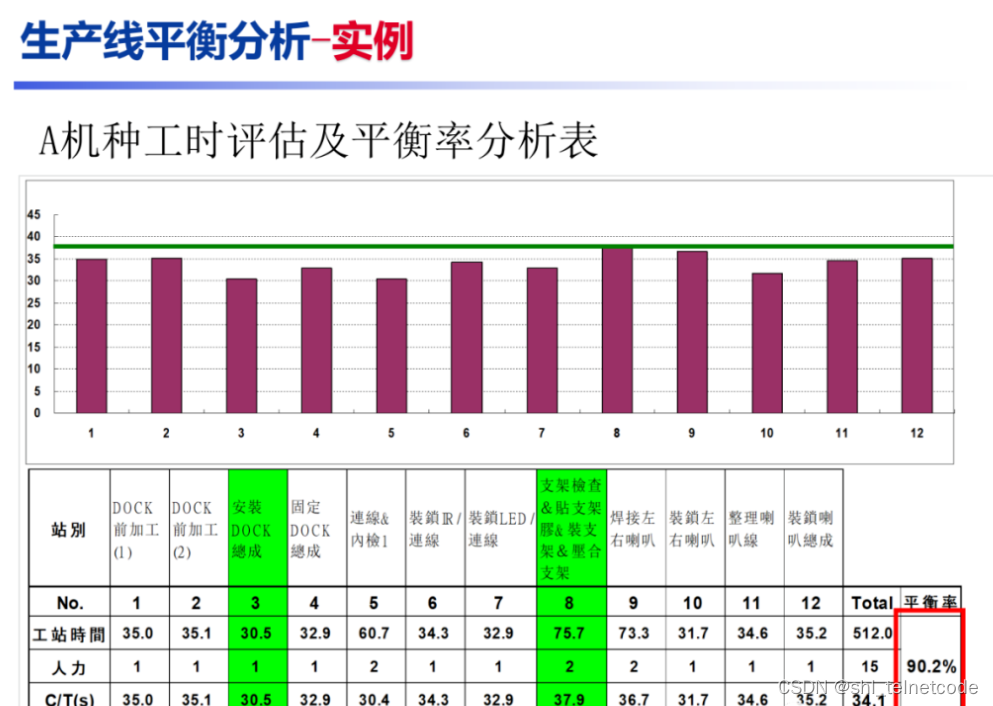
要衡量工艺总平衡状态的好坏,我们必须设定一个定量值来表示,即生产线平衡率或平衡损失率,以百分率表示。 首先,要明确一点,虽然各工序的工序时间长短不同,但如前所述,决定生产线的作业周期的工序时间只有一个,即最长工序时间--瓶颈工序时间。同时需要区分瓶颈时间与节拍时间,所谓的节拍时间TAKT TIME 是按照客户要求设计的,他的计算方法是等于工作时间*3600sec/需求产量
1、生产线的平衡计算公式
平衡率=(各工序作业时间总和/(作业人数*瓶颈工序时间))*100%=(∑ti/(作业人数*CT))*100%
2、生产线的平衡损失率计算公式
平衡损失率=1-(各工序作业时间总和/(作业人数*Takt 时间)) ;
改善工具和手法
1、5W1H提问技术
2、ECRS法则(取消、合并、重排、简化)
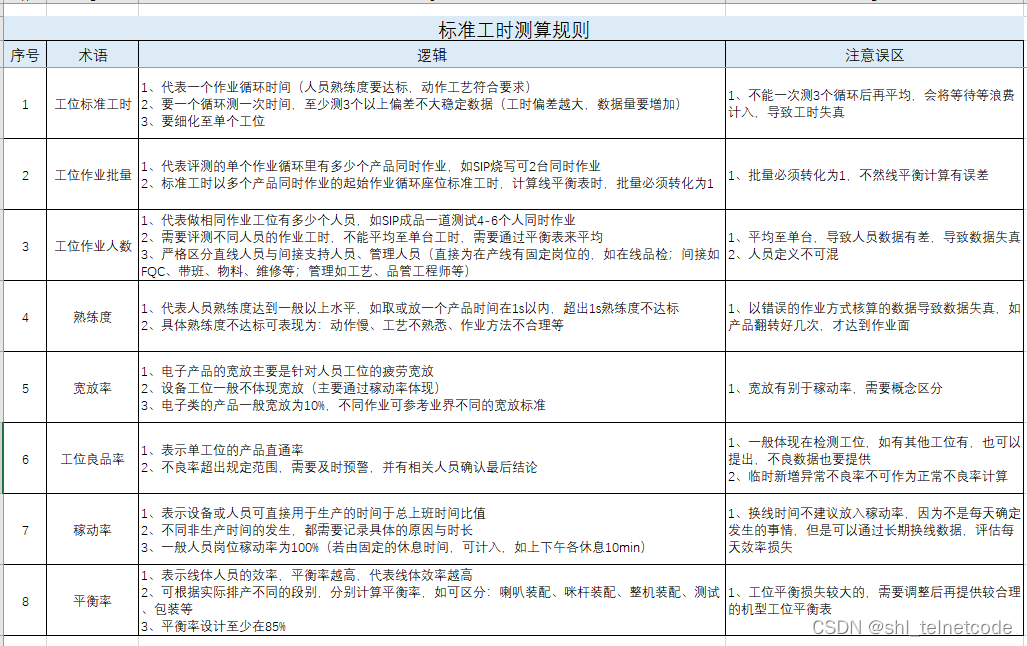
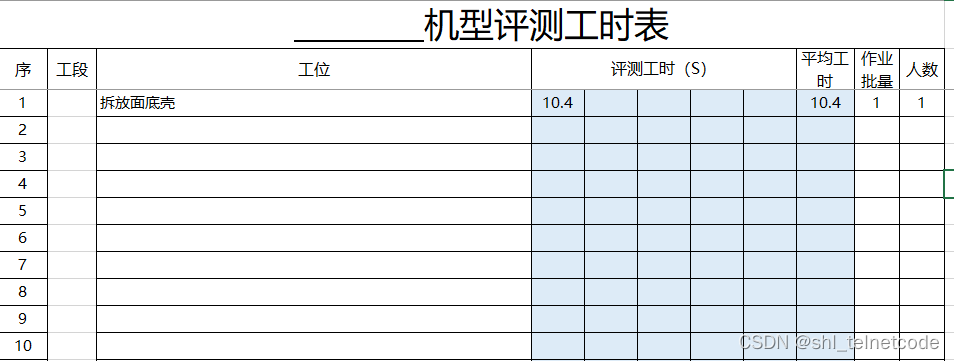
3、工时测量
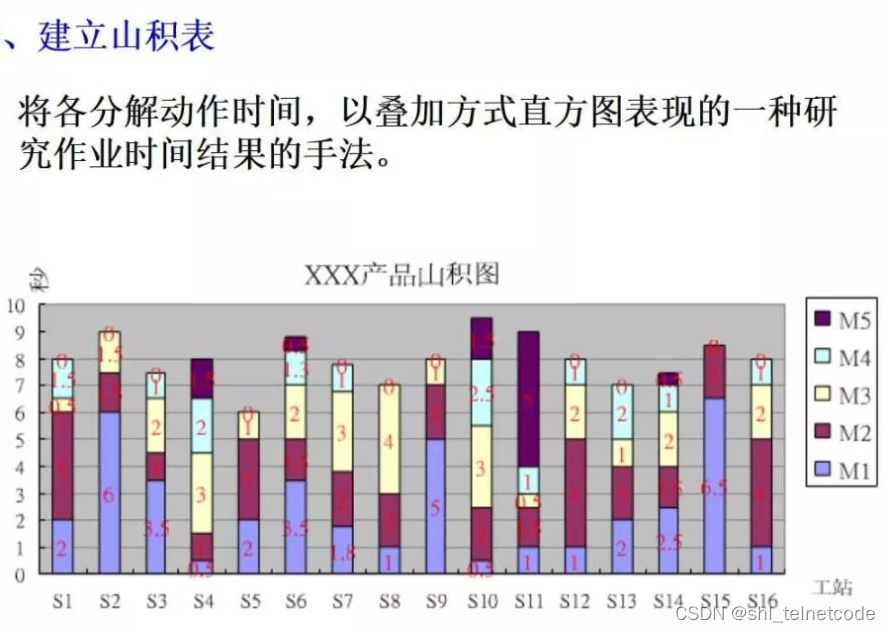
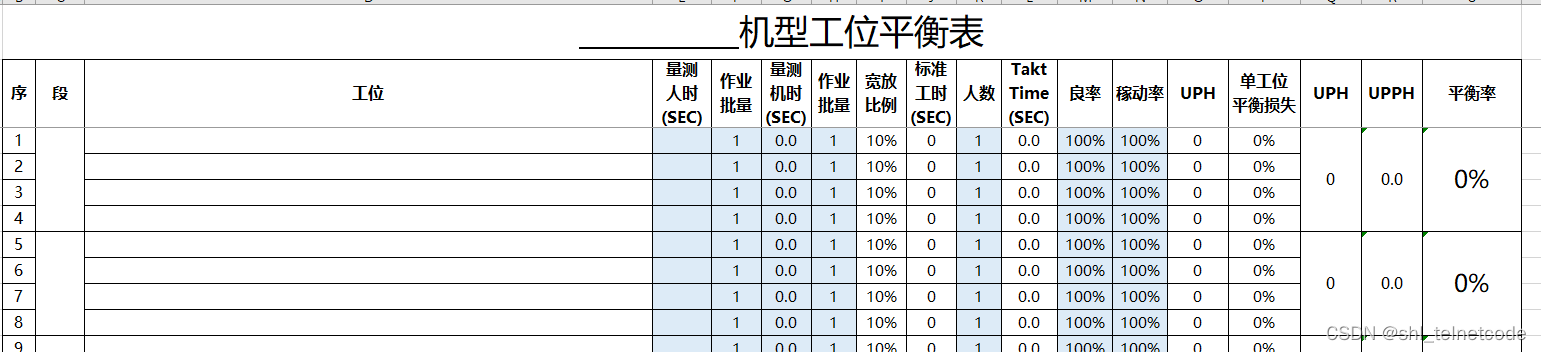
4、山积表/山积图(OCT — 节拍柱状图)
5、程序分析和改善
6、损失分析
7、作业条件改善
8、打破平衡
四、书籍推荐
在最后向大家推荐学习IE的相关书籍:



















 443
443

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









