









在前面的文章中描述了A_FOLLOW指令,有时不能满足要求,需要更高级的指令A_GearIn指令。
下面的例子A_GearIn指令和CNT_AB指令
实现手轮动马达动,手轮停马达停,手轮转的快马达也转得快。(手轮输出接到PLC的X0和X1点)
1、梯形图
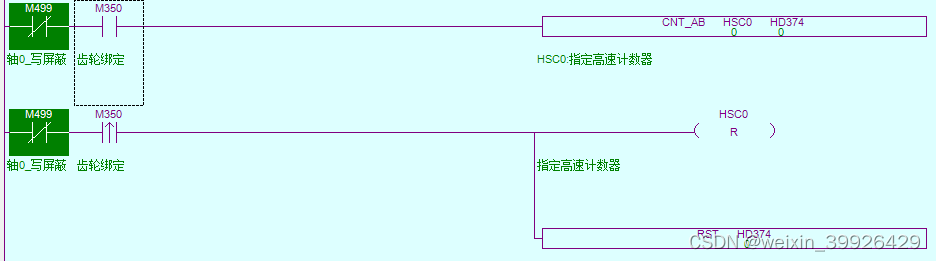
⚫ M0 导通时,高速计数器 HSC0 对 X0、X1 端口进行 AB 相高速计数,将高速计数值与寄存器 HD374 里面设定的数值进行比较,当高速计数值与设定值相等时,会立即将线圈 HSC0 置 ON,计数值累 计在 HSCD0(双字)中。
⚫ 计数到,如果驱动条件 M0 尚未断开,HSC0 将保持 ON 状态,同时继续计数,HSCD0 中的计数值 也将继续累加。
⚫ 计数到,驱动条件 M0 也断开了,则 HSC0 将保持 ON 状态,HSCD0 中的计数值仍将保持,不会被 清零。
⚫ 计数过程中,如果 M0 断开,然后重新导通 M0,则 HSCD0 中的值会接着上一次的计数值继续累加。
⚫ 计数过程中,如果 D374 中的设定值改变,而当前计数值小于新的设定值,则按照新的设定值进行比 较。
⚫ 如上图,当 M0 置 ON,HSC0 开始对 X0 端口的脉冲输入进行计数;当 M350 由 OFF 变为 ON 时,对 HSC0 进行复位,同时 HSCD0(双字)中的计数值被清零
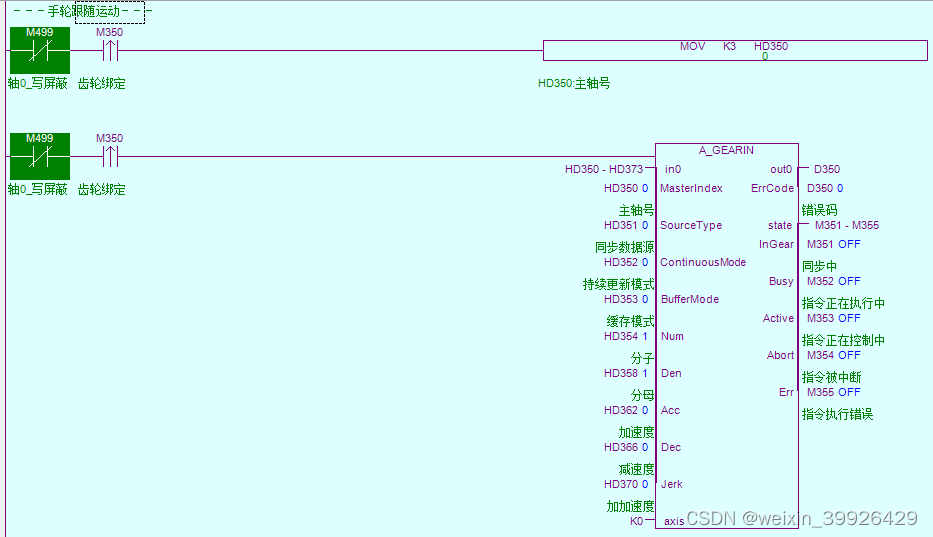
上图中第一行:在M350的上升沿执行A_GEARIN指令。
A_GEARIN HD350 D350 M351 K0
HD350--输入参数起始地址,HD373--输入参数结束地址
HD350--主轴号,K3,根据实际情况
HD351--同步数据源
HD352--持续更新模式
HD353--缓存模式
HD352--持续更新模式
HD353--缓存模式
HD354~357--分子
HD358~361--分母
HD362~365--加速度
HD366~369--减速度
HD370~373--加加速度
k0--从轴站号
下面是输出参数:
D350--错误代码
M351~M255,输出状态位
M351--指令是否同步控制中
M352--指令是否正在执行中
M353--指令是否正在控制中
M354--指令是否被中断
M355--指令是否执行错误
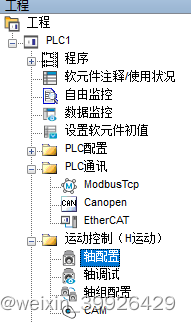
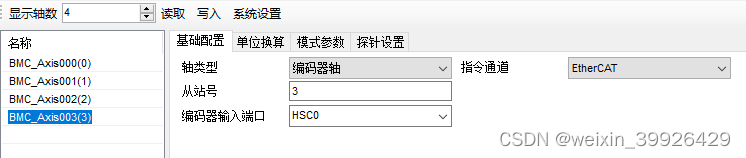
2.轴配置(增加手轮轴)
2.1打开轴配置
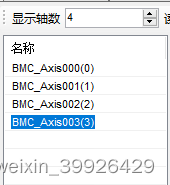
2.2增加显示轴数
比如我原来有三个轴,这里需再增加个手轮轴,那么我调整显示轴数4,多了一个名称
BMC_Axis003(3)
2.3基础配置
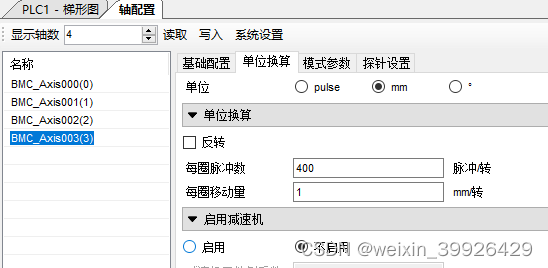
2.4 单位换算
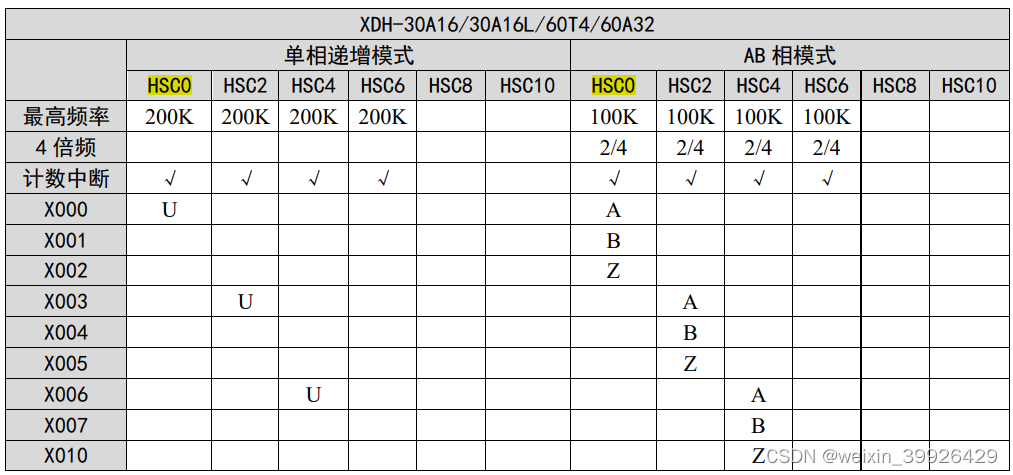
3.高速计数器输入端子的定义


















 2110
2110

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









