







 本文资深模具设计专家分享了双色模具设计的三大原则:选择相容材料组合,确保软硬胶粘合牢固,以及考虑匹配现有双色机。同时,提出了六条重要注意事项,包括遵循硬胶收缩率,保证模具对称性,控制进胶方式,避免水路松动,优化封胶模具钢位,以及进行全面的3D检查和干涉验证。
本文资深模具设计专家分享了双色模具设计的三大原则:选择相容材料组合,确保软硬胶粘合牢固,以及考虑匹配现有双色机。同时,提出了六条重要注意事项,包括遵循硬胶收缩率,保证模具对称性,控制进胶方式,避免水路松动,优化封胶模具钢位,以及进行全面的3D检查和干涉验证。
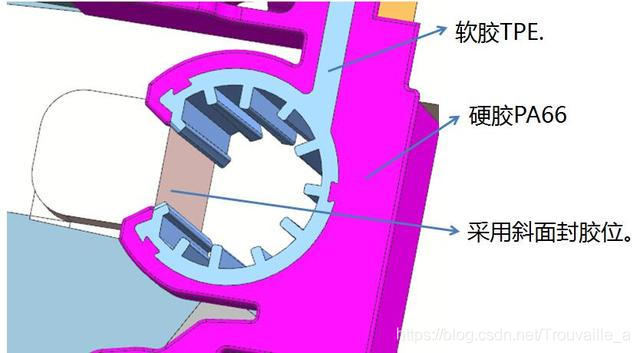
第一原则:确定硬胶与软胶相结合的粘性,另外要注意硬胶的融点要比软胶高,不要在成型软胶的时候,把硬胶融点,就起来到封胶的效果。
1.第一射:硬胶:PA66+ 第二射:软胶:TPE 相结合是OK.
2.第一射:硬胶:PC/ABS+ 第二射:软胶:PC 相结合是OK.
3.第一射:硬胶:PP+ 第二射:软胶:TPU 相结合就不行,因为PP材料和TPU材料是不相容的。所以这两种材料不能做双色模
第二原则:确认第二射软胶与第一射硬胶成型后,不能有脱落现象。
1.第一射硬胶在于第二射软胶封胶时,尽量用平面来封胶。
2.如果侧面或者斜顶封胶时,硬胶封胶处尽量做偷胶0.1~0.15MM,采用模具钢位来封胶。

第三原则:结合公司现有的双色机,进行设计。
1.双色机正常类型是,双炮筒为并排样式。
2.非正常的双色机,两个炮筒产生90度样式,通常为定制或者是二次改造成的。
3.如果是嵌件放入注塑的情况下,正常使用立式注塑机。
 最低0.47元/天 解锁文章
最低0.47元/天 解锁文章


















 921
921

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









