







指令:
Def Plt 定义使用的Pallet
Plt 用运算求得Pallet上的指定位置
举例1:
Def Plt 1 ,P1,P2,P3,P4,4,3,1
- Plt 1 中的1为托盘代号
- P1、P2、P3、P4指托盘边界,其中P4可以省略
- 4指P1和P2间等分的个数
- 3指P1和P3间等分的个数
- 最后的数字1值托盘模型,取值范围为1,2,3,不同数字对应不同摆放顺序,稍后解释
以下图作为说明,(托盘俯视图,数字代表摆放先后顺序)
| 12(P3) | 11 | 10 | 9(P4) |
| 8 | 7 | 6 | 5 |
| 1(P1) | 2 | 3 | 4(P2) |
举例2:
Def Plt 2,P1,P2,P3, ,2,3,2
| 5(P3) | 6(P4省略) |
| 3 | 4 |
| 1(P1) | 2(P2) |
关于托盘模型:
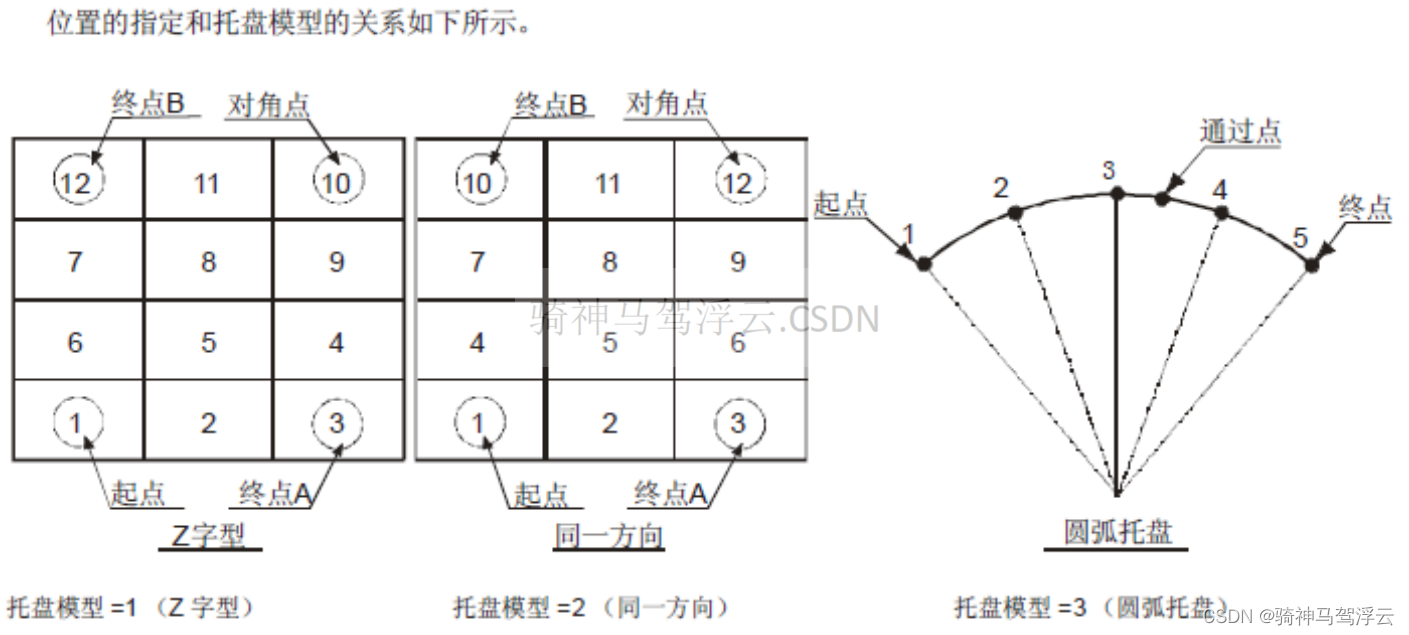
实例1:
工件由传送带传送至P1点,通过编程将到达P1点的工件按图示顺序码垛。
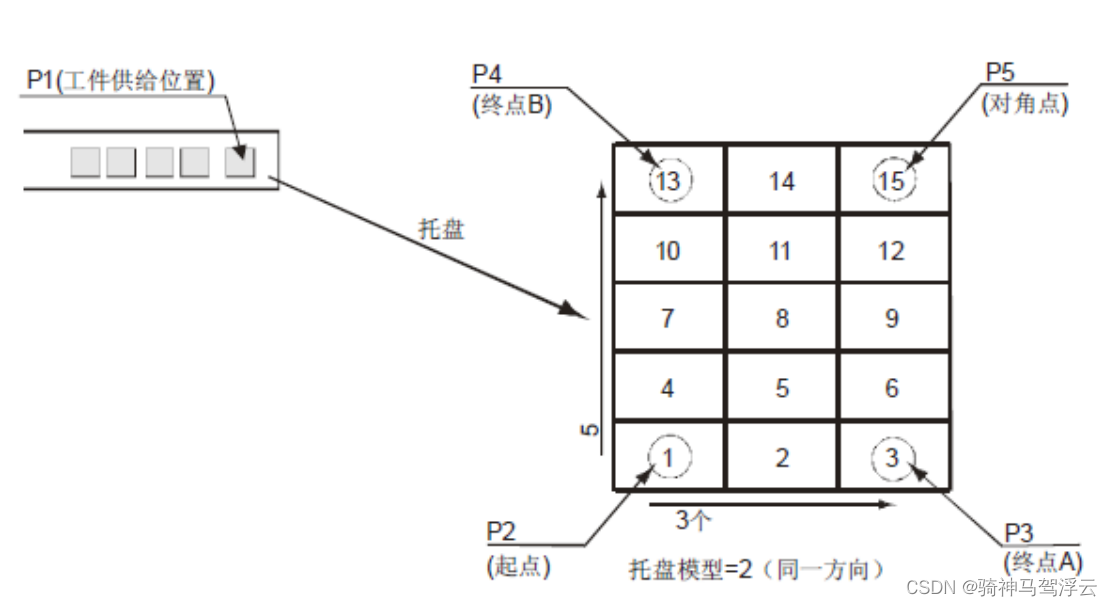
- def plt 1,P2,P3,P4,P5,3,5,2
- *LOOP //定义标签行,方便后续循环跳转
- M1=1 //定义一个中间变量(数值型变量)
- Ovrd 100
- Mov P1,-50
- Ovrd 50
- Mvs P1
- Dly 0.3
- Hclose 1
- Ovrd 100
- Dly 0.5
- Mvs ,-50
- P10=(Plt 1,M1) //P10为机器人将工件摆在托盘的位置
- Mov P10,-50
- Ovrd 50
- Mvs P10
- Dly 0.3
- Hopen 1
- Ovrd 100
- Dly 0.5
- Mvs ,-50
- M1=M1+1
- If M1<=15 Then *Loop //托盘未摆放满则跳转到标签行继续循环执行
- END
实例2:
传送带P1处抓取工件,在托盘4×3=12上进行码垛(起始点为P10,Z字型摆放);低速区速度为全体的50%,高速区采用100%全体速度。水平转移目标时,线速度设为90mm/s,加/减速度为最高的70%。抓/关之前停0.3秒,抓/关后停0.5秒。所有动作前开爪,完成所有动作后关爪;完成码垛任务后,返回初始位置P0。

- Def plt 1,P10,P11,P12, ,4,3,1
- M1=1
- Hopen 1
- Ovrd 100
- *Loop
- Mov P1,-50
- Ovrd 50
- Mvs P1
- Dly 0.3
- Hclose 1
- Ovrd 100
- Dly 0.5
- Mvs ,-50
- Spd 90
- Accel 70,70
- P20=(Plt 1,M1) //P10为机器人将工件摆在托盘的位置
- Mvs P20,-50
- Ovrd 50
- Mvs P20
- Dly 0.3
- Hopen 1
- Ovrd 100
- Dly 0.5
- Mvs ,-50
- M1=M1+1
- If M1<=12 Then *Loop //托盘未摆放满则跳转到标签行继续循环执行
- Mov P0
- Hclose 1
- END

















 7991
7991











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言











