







目录
一、振镜的光路
振镜的光路主要涉及激光束的反射或折射过程,这主要通过振镜的特殊结构和工作原理实现。
振镜通常由一块平行板构成,其中一面镀有反射性材料,称为反射镜。在反射镜后面,有一块平板作为参考,其位置可以通过电场进行调控。振镜的两个端口连接到外部电源,形成电场。当电场施加在振镜上时,电场的强弱会直接影响振镜的位移和角度。这种变化会导致镜片的位置和角度发生微小变化,从而改变光束的方向,实现光束的反射或折射。
此外,振镜外光路也是激光加工中不可或缺的关键部件。它主要用于扫描振镜的外部光路系统,包括光束整形系统、传输光纤、QBH头和焊接头等部件。
对于高功率激光扫描振镜系统,入射光束一般设定为平行光束,准直后的激光光束需经过光束整形系统,使得整形后的激光光束的能量近似于平顶分布,以便在加工材料的表面获得均匀的淬火效果。
振镜的光路设计对于激光加工的质量和效率具有重要影响。在实际应用中,需要根据具体的加工需求和材料特性来选择合适的振镜型号和光路配置。同时,也需要注意光路的维护和保养,确保激光束的稳定性和可靠性。
总之,振镜的光路是激光加工中的重要组成部分,它通过反射或折射激光束来实现对加工材料的精确控制和处理。
二、振镜的工作原理
2.1 概述
激光焊接系统是激光加工中的重要应用之一,本文总结了常见的焊接头结构、准直聚焦头的分类和应用、动态聚焦系统的原理和特点以及3D振镜组成等,帮助工程师更好地理解焊接过程。
激光焊接系统:激光焊接系统的光路设计主要由内光路(激光器内部)和外光路构成:
内光路设计有更为严苛的标准,一般在现场不会出问题,主要是外光路;
外光路主要有几大部分:传输光纤、QBH头、焊接头;
外光路传输路径:激光器、传输光纤、QBH头、焊接头、空间光路、材料表面;
2.2 焊接头
这其中最常见的且需经常维护的部件主要是焊接头,因此本次针对常见的焊接头结构进行总结,方便激光行业工程师知其原理结构,更好的理解焊接过程。
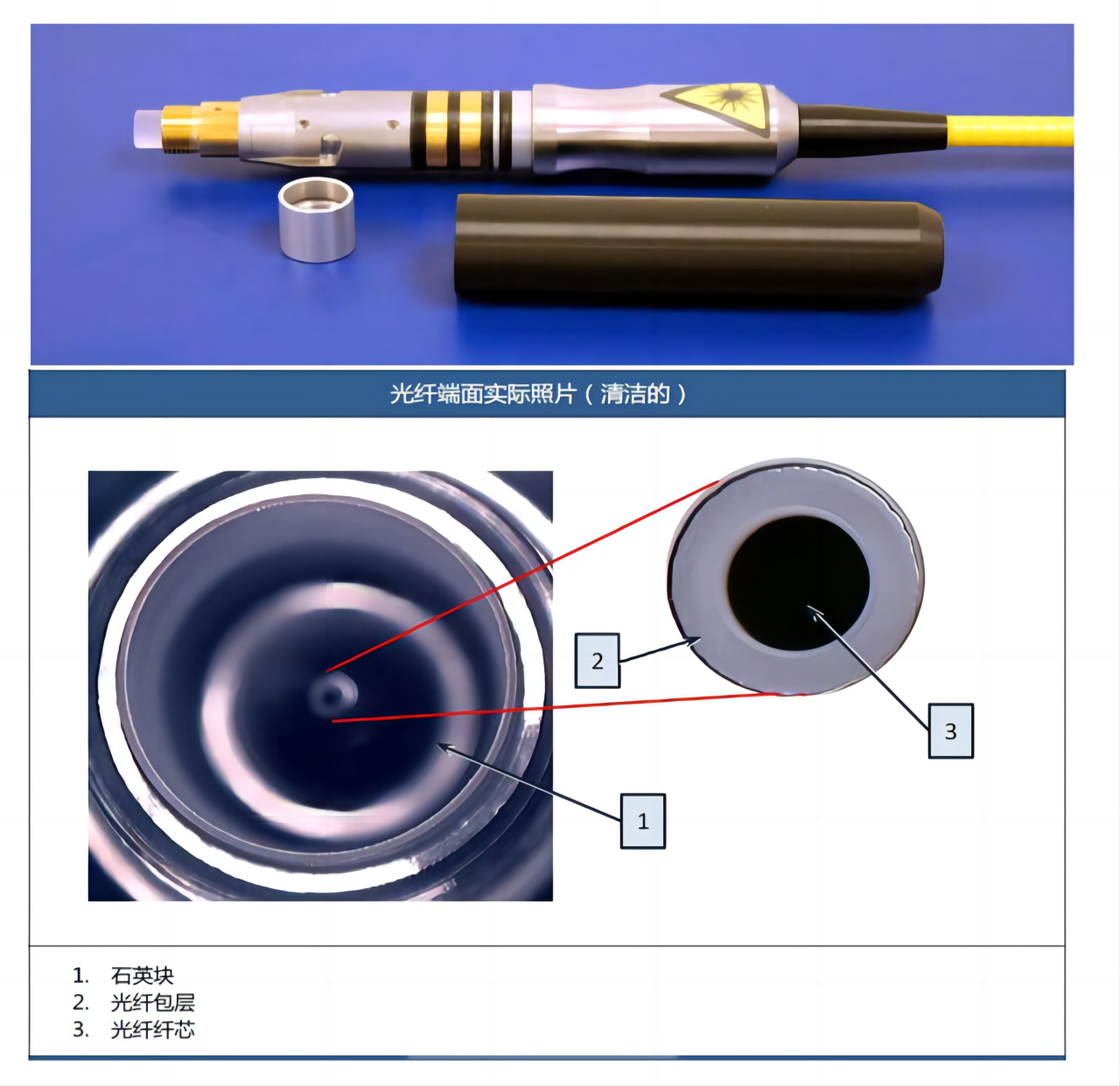
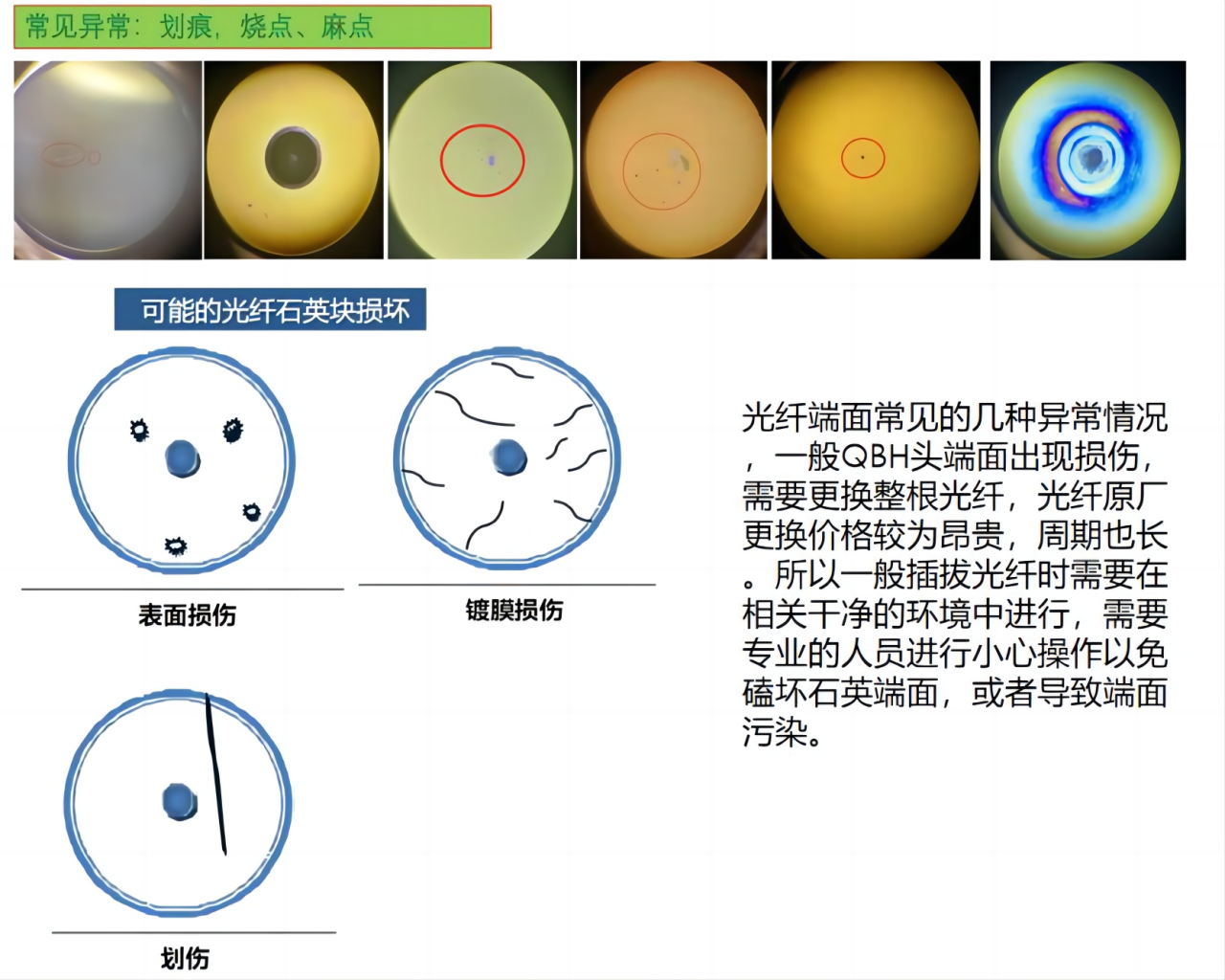
激光QBH头是一种用于激光切割和焊接等应用的光学元件。QBH头主要用于将激光束从光纤导出送入焊接头,QBH头端面是较为容易损伤的外光路器件,主要由光学镀膜和石英块构成,石英块容易出现由磕碰导致的破裂、端面镀膜出现白色麻点(高反烧损镀膜)和黑点(粉尘、污渍烧结),镀膜损伤会遮挡激光输出,增大激光传输损耗,还会导致激光光斑能量分布不均匀,影响焊接效果。
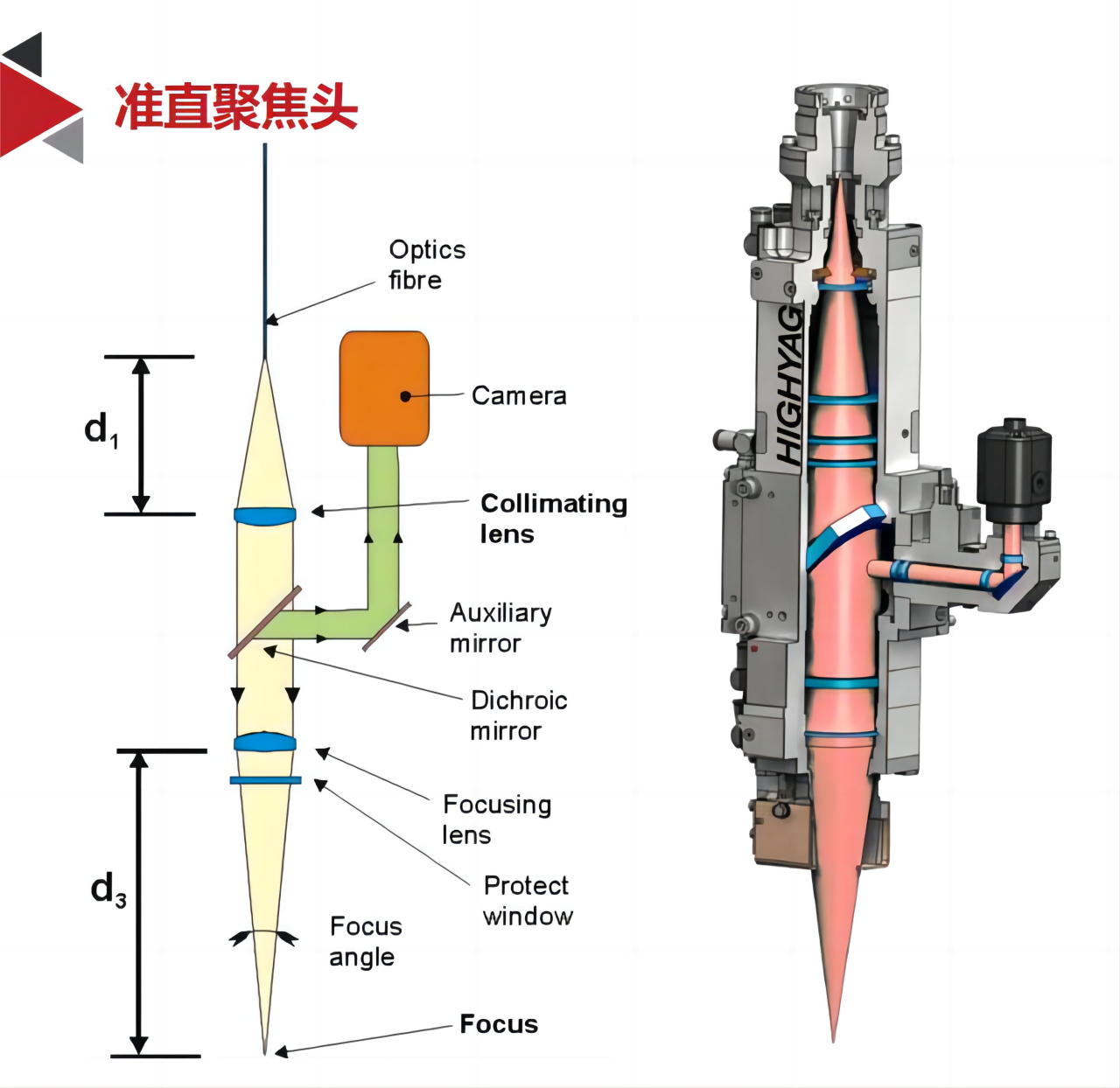
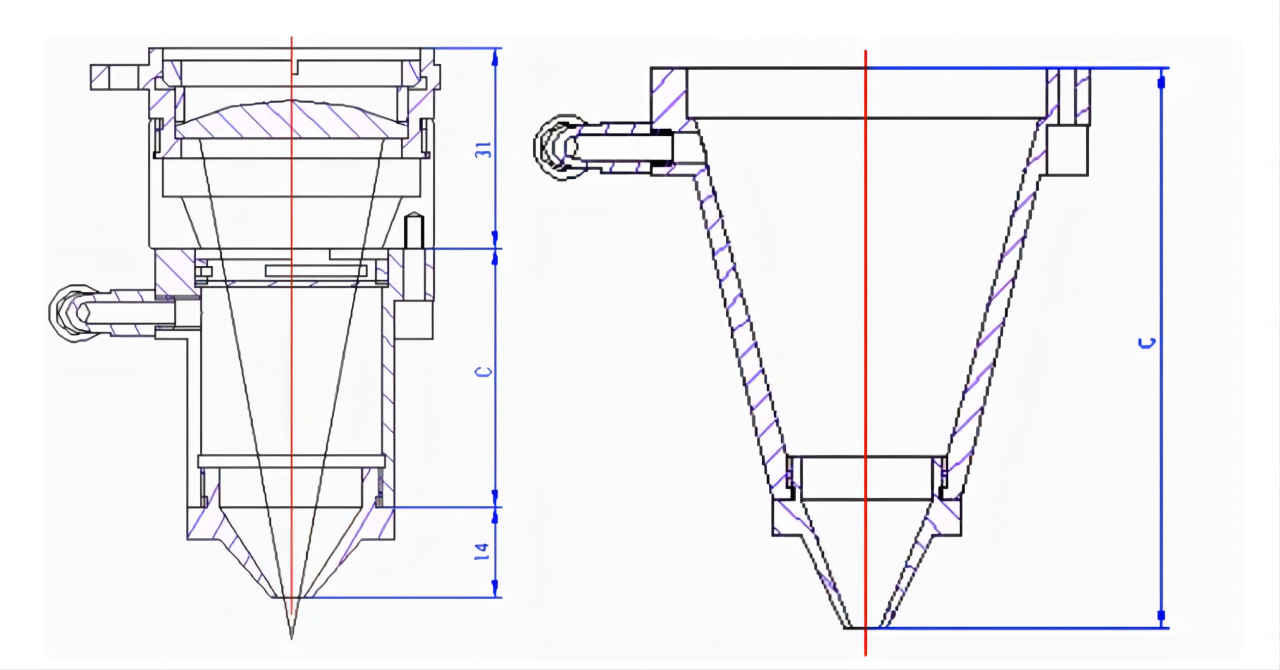
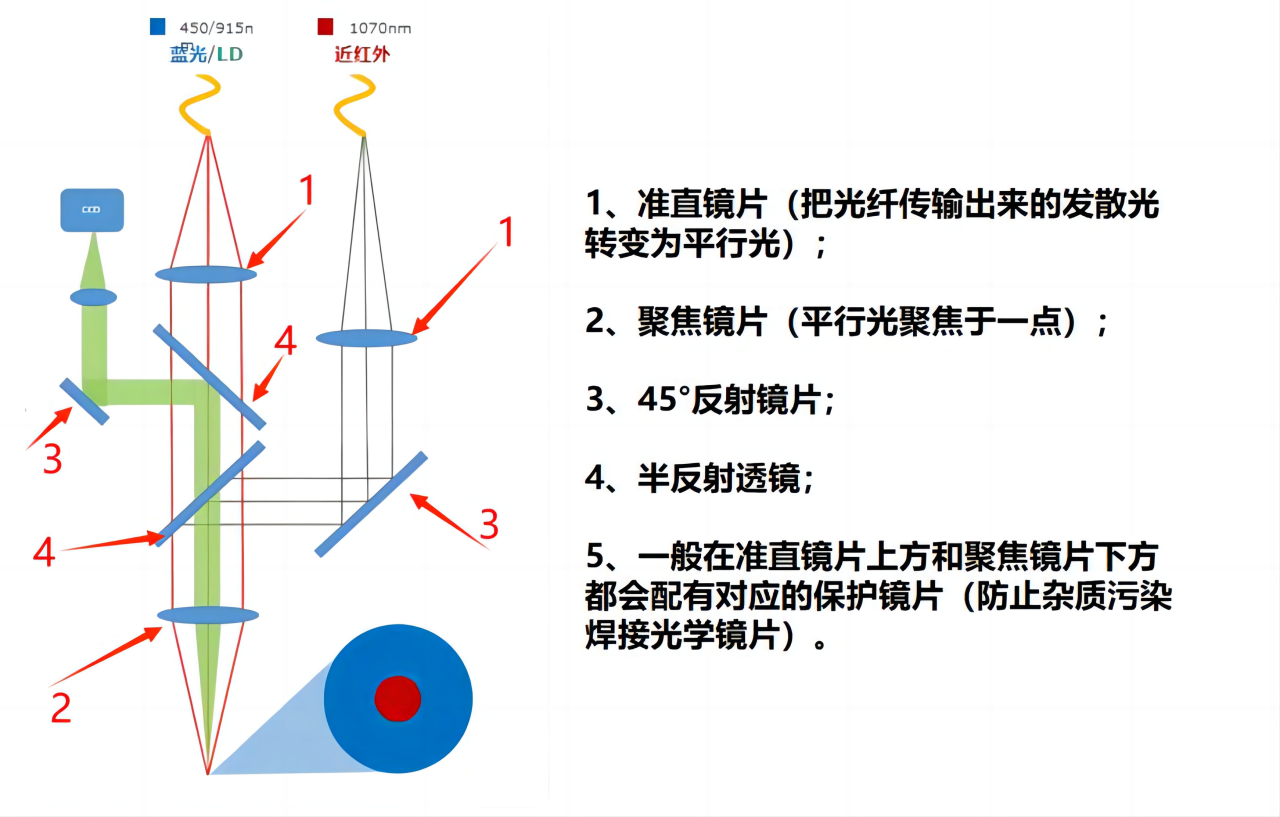
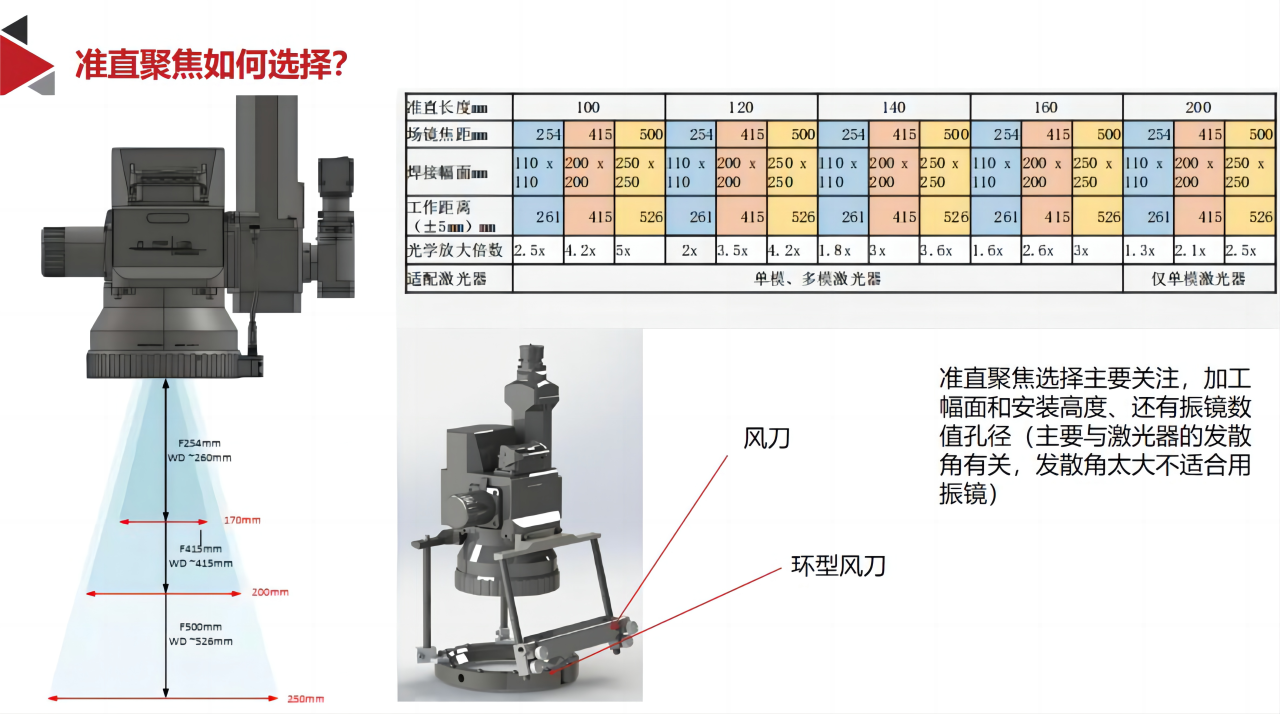
激光准直聚焦焊接头是外光路最关键的零部件,这种焊接头通常包括准直透镜和聚焦透镜,准直透镜的作用是将光纤传输出来的发散光转变为平行光,聚焦透镜的作用是将平行光进行聚焦焊接。
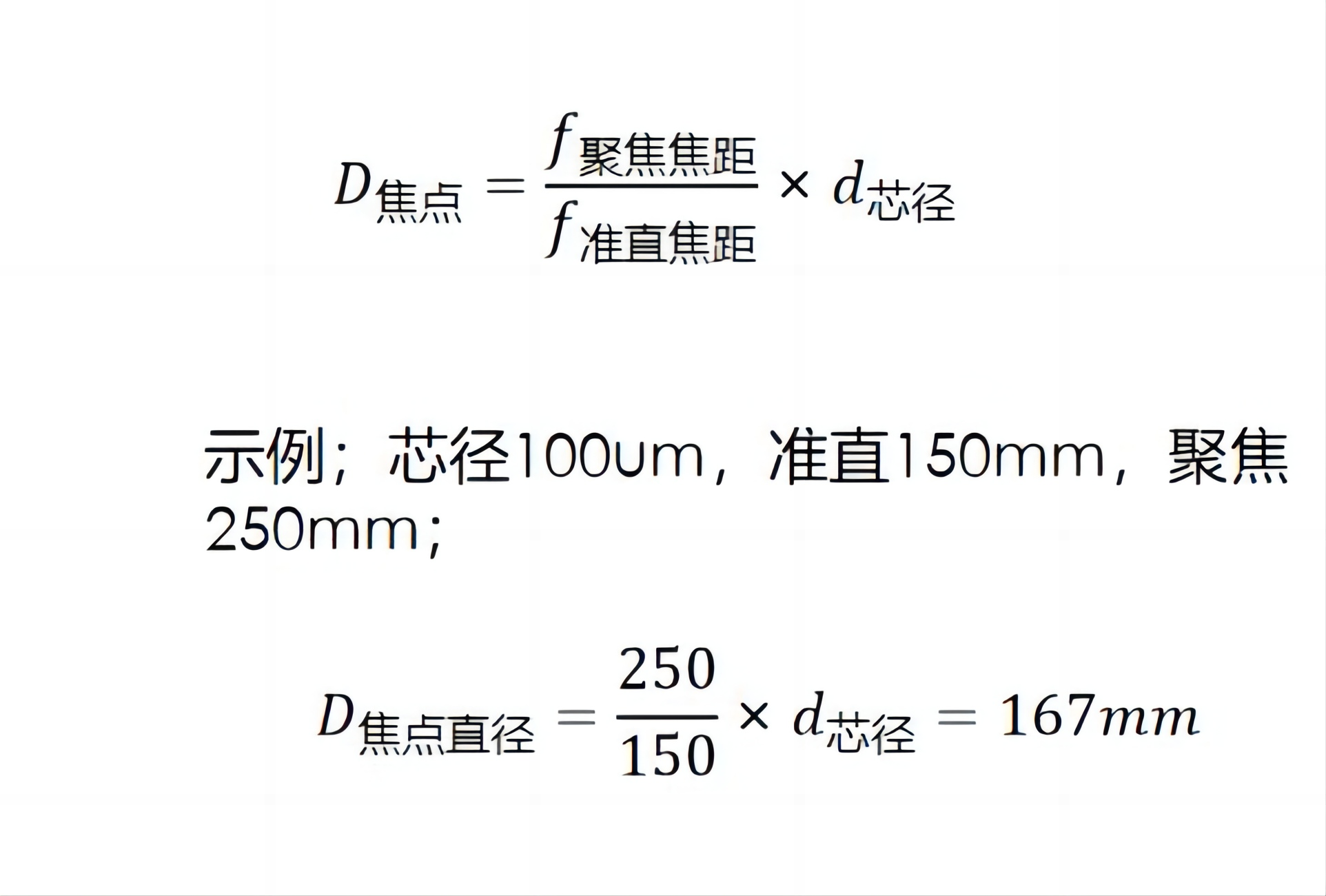
准直聚焦焦点光斑尺寸计算公式:
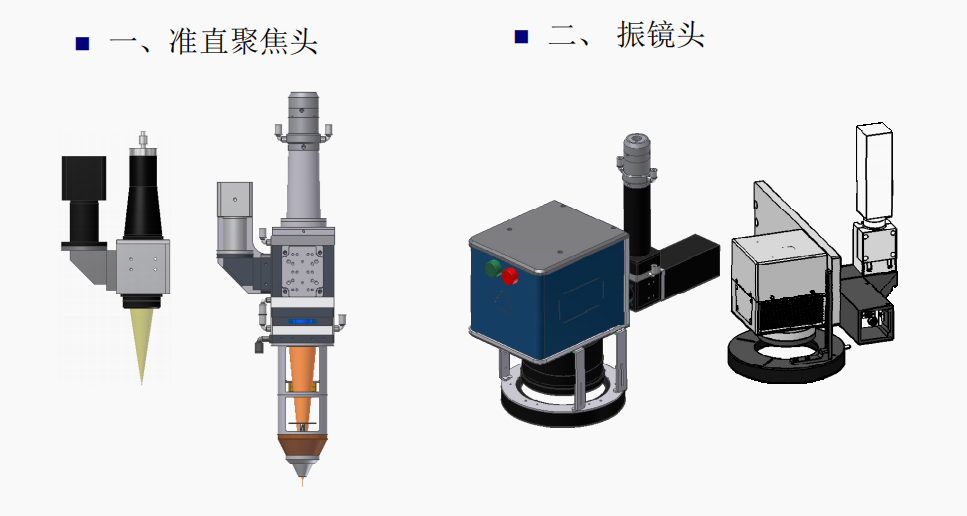
准直聚焦头分类——结构
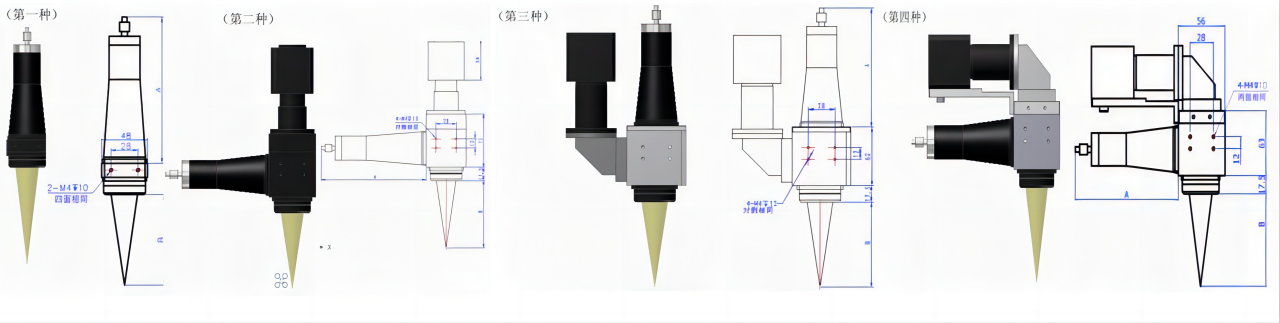
(素材来自大族激光官网 )
根据准直聚焦头的结构可分为四类,第一类纯准直聚焦,不带任何CCD等附加部件结构;后续三种都是包含CCD用于校准轨迹、或者焊中监测,这类比较常见,然后会根据不同的应用场景考虑空间物理干涉情况进行结构上的选择设计。所以总结下来外观上除了特殊的结构,大多以第三种为主,搭配CCD使用,结构上并不会对焊接过程有特殊影响,主要考虑是现场机械结构干涉问题。然后就是直吹头会有所差异,一般也是根据应用场景,有些还会做些保户气流场的模拟,去针对直吹头进行特殊设计确保保户气效果。
2.3 准直聚焦头-直吹头
直吹头有些是和焊接头一体式的,如左图,还有分体式如右图,可根据不同的场景随时切换;所以如果是定型的产品生产线,选一体式的直吹头即可,确保稳定性;如果是实验室或者试验线,可以考虑分体式设计,可以根据不同的场景去改进跟换直吹头。
2.4 准直聚焦头分类——按应用分

准直聚焦头根据应用场景分还可分为高功率和中低功率焊接头,主要区别在于镜片材质和镀膜,表现出来的现象主要是温漂(高温焦点飘移)、和功率损耗。温漂一般好的准直聚焦头能控制在1mm以内;差一点的可能超过2mm;功率损耗主要是指,激光从QBH头进入焊接头,再从下方保护镜片出来的功率损耗,主要能量都转换为镜片发热去了,一般要求3%以内,有些能到1%,有些则超过5%,所以这两个其实是准直聚焦头关键指标,使用之前最好自己测一下,或者要求厂家提供相关报告,确保产品复合工业现场生产要求。
2.4.1 准直聚焦头分类——功能分类
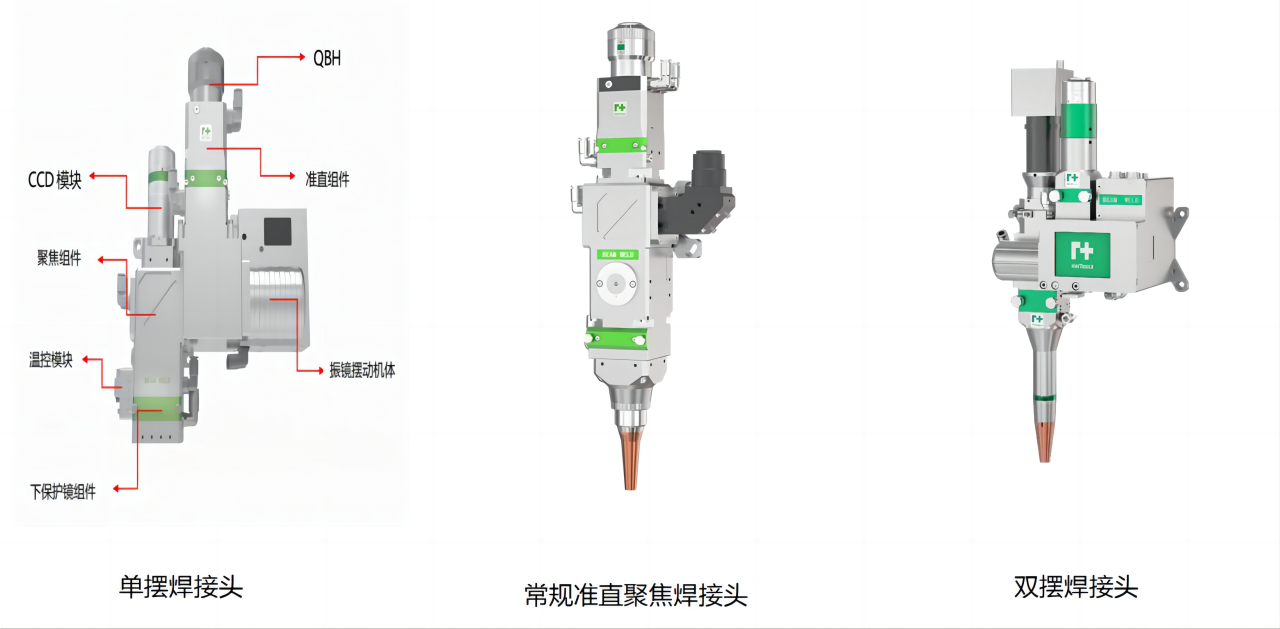
根据是否具有摆动功能,以及是单振镜还是双振镜,可分为普通准直聚焦头、单摆头、双摆头,主要针对不同的场景要求,双摆的轨迹会比单摆多且复杂。
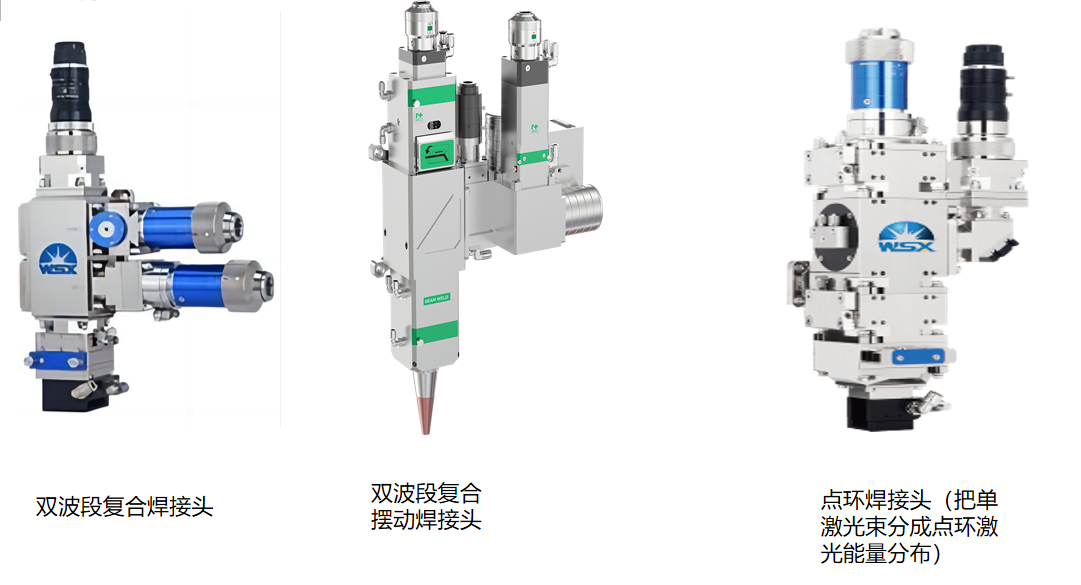
根据搭配的激光系统可分为:双波段复合头(红蓝、光纤半导体等)、复合摆动头(单摆)、点环头。
点环焊接头属于一种比较新的焊接头,可把高功率激光束通过光束整型把原本激光光斑由圆形变成环形、点环等形式,平衡能量分布,有点类似于把高功率激光器变成环形光斑的感觉,但又不太一样,相比环形,点环头的中心能量不足,穿透能力有限,不过这种简易的通过点环头来实现激光能量类似环形光斑分布的方式可以实现低成本的低飞溅效果,在钢的拼焊有气特有的优势,由于光斑变大,能量密度均匀化,在高反材料(铝、铜)焊接上可能容易虚焊。
2.4.2 准直聚焦头镜片
对于激光传输系统所用镜片,其材料可分为透射材料和反射材料两种;准直聚焦镜及保护镜均需采用透射性材料,要求:材料对工作波段有良好的透过率,高使用温度和低热膨胀系数,一般准直聚焦镜片材料选择是熔融石英;保护镜片为反射性材料,常用K9玻璃。反射光学元件是在抛光玻璃或金属表面镀上高反射率金属材料的薄膜而成,反射不存在色散,因此,反射光学材料的唯一光学特性是其对各种色光的反射率,光学镜片镀膜材料要求:
1、对光的反射率稳定;
2、高热导性;
3、高熔点;
这样镀膜层上即使有污垢后的过度吸收热量也不会产生炸裂或烧毁。
准直聚焦的搭配主要影响光斑尺寸:激光束的光斑尺寸是影响扫描焊接质量的重要参数,尤其是聚焦在工件表面的光斑尺寸更是直接影响了激光束的功率密度。在扫描激光功率一定的情况下,较小的光斑尺寸能够获得更大的功率密度,有利于焊接高熔点、难熔化的金属,同时能够获得更大的深宽比,满足某些特殊的焊接要求。而当焊接母材的熔点较低,或者在进行拼焊且两块板材之间存有一定间隙时,往往选择较大的光斑尺寸,以此获得更佳的焊接效果。
准直焦距一般在:80-150mm,聚焦焦距一般在:100-300mm,;主要取决于加工距离和光斑尺寸(能量密度),光斑对焊缝间隙容忍度(光斑太小,间隙过大会漏光,一般间隙不大于光斑直径的30%)。
准直聚焦头使用前测试:透过率测试;温漂测试
2.4.3 振镜焊接头
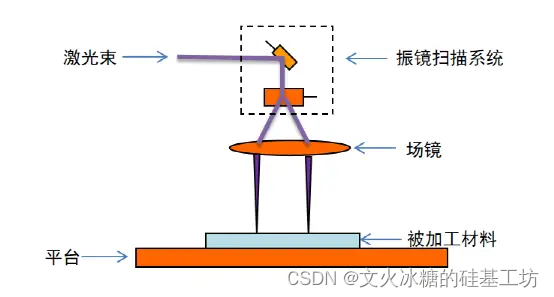
准直聚焦头是采用机械装置做为搭承平台,通过机械装置来回移动实现不同轨迹焊缝的焊接,焊接精度取决于执行机构的精度,所以存在精度低、响应速度慢、惯性大的问题,而振镜扫描系统则通过电机带着镜片进行偏转,电机由一定的电流进行驱动,具有精度高、惯性小、响应快等优点,当光束照射到振镜镜片上后,振镜的偏转改变激光束反射的角度,因此,通过振镜系统激光束可以在扫描视场上进行任意轨迹的扫描。
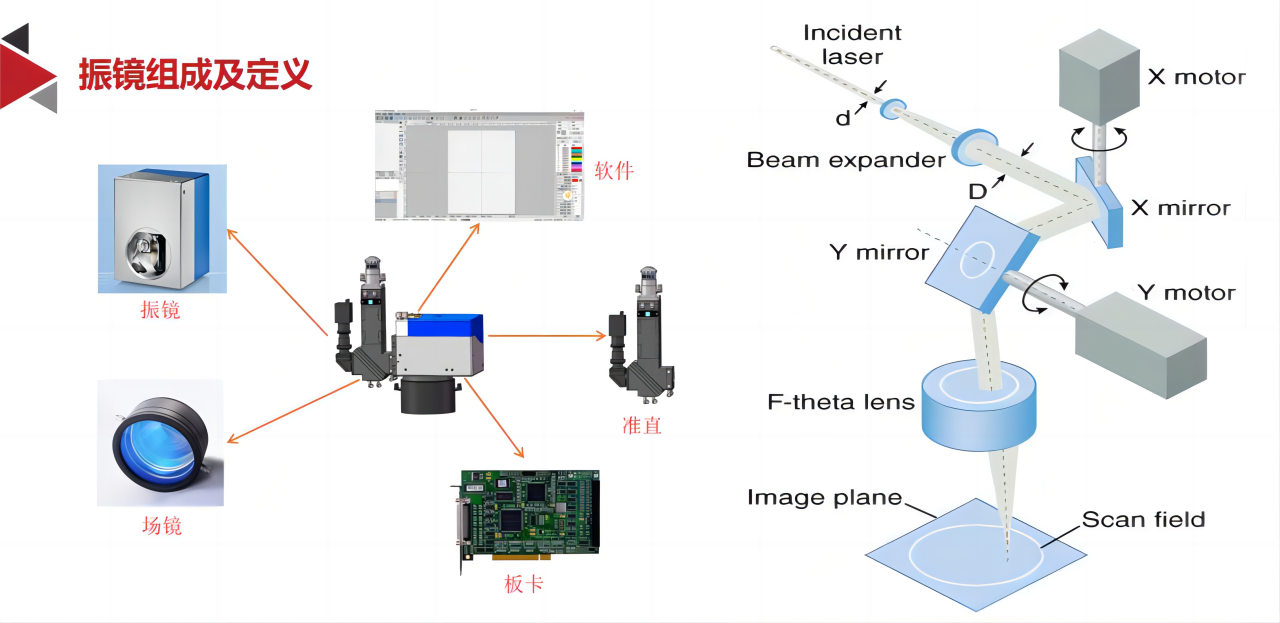
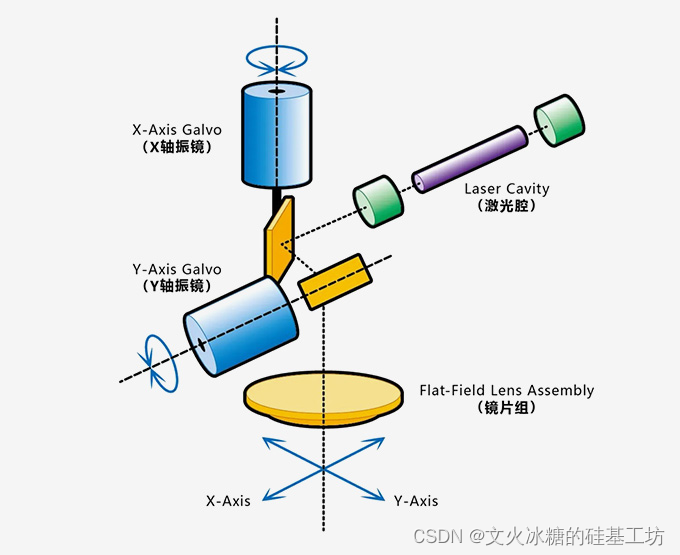
振镜式扫描系统的主要组成部分为扩束准直镜、聚焦透镜、XY 两轴扫描振镜、控制板卡以及上位机计算机软件系统。扫描振镜主要指 XY 两个振镜扫描头,其由高速往复伺服电机驱动。双轴伺服系统通过向 X、Y 两轴伺服电机发送的命令信号,驱动 XY 双轴扫描振镜分别沿 X 轴和 Y 轴偏转。这样通过 XY 两轴镜镜头的组合运动,控制系统能根据上位机软件预设图形的模板,按照已设置的路径方式,通过振镜板卡将信号转换,在工件平面上快速移动形成扫描轨迹。
2.4.4 振镜分类:
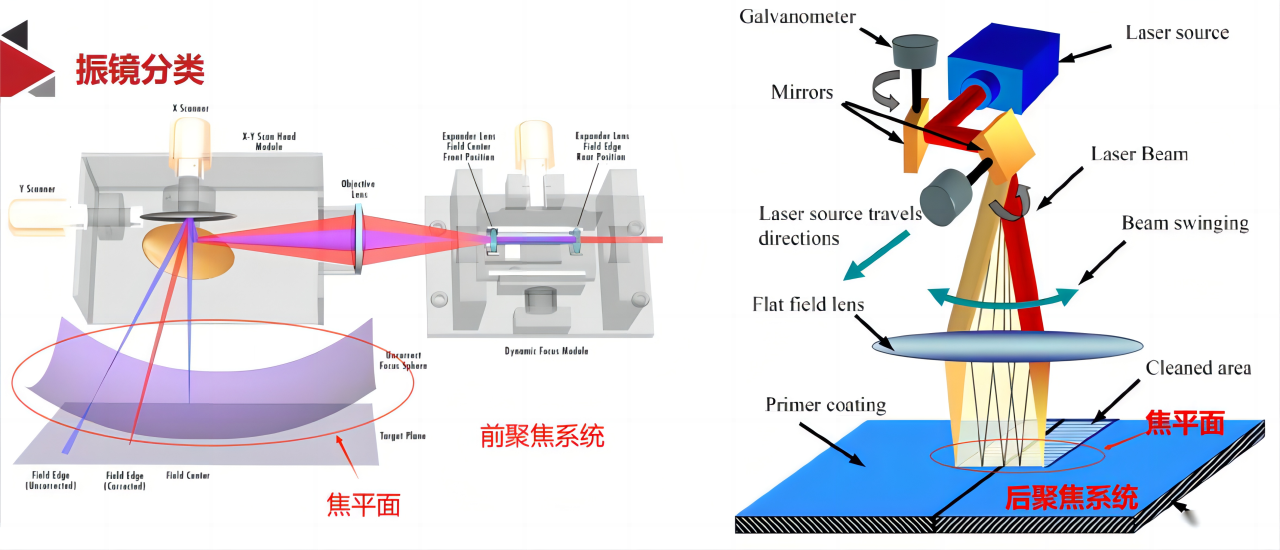
根据聚焦透镜与激光振镜之间的位置关系,可以把振镜的扫描方式划分为前聚焦式扫描(左图)和后聚式焦扫描(右图)。由于激光束偏摆到不同的位置时有光程差的存在(光束传输距离不一样),造成以前聚焦方式扫描过程中的激光焦面为的一个半球曲面,如左图所示 。后聚焦扫描方式如右图所示,其中的物镜为 F- 𝜃平场镜,F- 𝜃平场镜具有特殊的光学设计,通过引入光学校正,可将激光束的半球形的焦面调整为平面。后聚焦方式扫描主要适用于对加工精度要求较高,加工范围不大的应用场合,如激光打标、激光微结构焊接等。
随着扫描面积的增加,f-𝜃镜头的口径也随之增加,由于技术和材料的限制,大口径的f-𝜃 镜头的价格十分昂贵,该方案也不被接受。物镜前振镜扫描系统配合六轴机器人是一种比较可行的方案,可以降低对振镜设备依赖,且能兼备相当程度的系统精度,并且拥有良好的兼容性,该方案已被大部分集成商采用,即常说的飞行焊接。模组busbar的焊接,包括极柱清洗都有飞行应用,可以灵活高效提高加工幅面。
2.4.5 动态聚焦系统演示(素材来自通快)
不管是前聚焦式扫描还是后聚焦式扫描,均不能控制激光束焦点进行动态聚焦。对于前聚焦扫描模式,当待加工工件较小时,聚焦透镜具有一定的焦深范围,所以能进行幅面不大的聚焦扫描。但是,在待扫描平面较大的情况下,靠近外围的点位会发生离焦,不能聚焦在被加工工件的表面,因为它超出了激光焦深上下限。因此,当要求激光束在扫描平面的任意位置都能很好地聚焦,且视场较大时,使用固定焦距透镜就不能满足扫描的要求了。
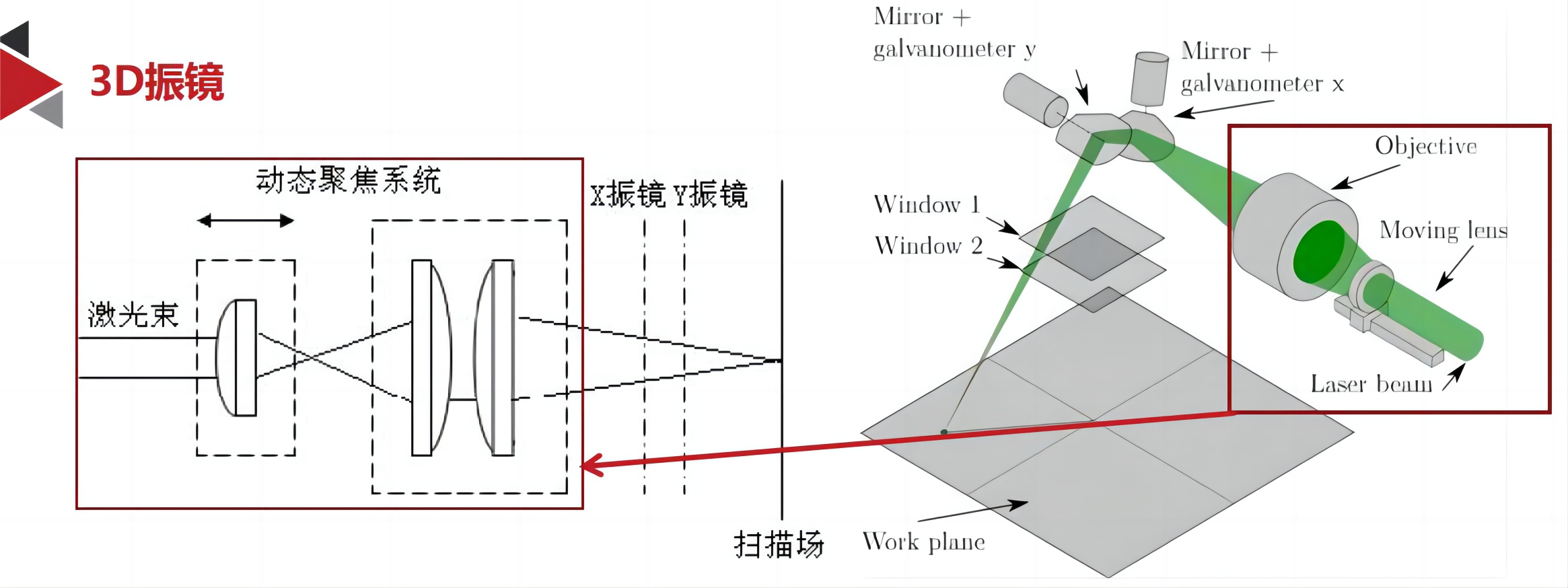
动态聚焦系统是一组焦距可以随需要变化的光学系统,因此,通过使用动态聚焦透镜来补偿光程差,凹透镜(扩束镜)沿光轴方向做直线运动,控制聚焦位置,实现了待加工表面对不同位置光程差的动态补偿。3D 振镜组成相比于 2D 振镜主要增加了“Z 轴光学系统”,使得 3D 振镜在焊接过程中可以自由改变焦点位置,进行空间曲面焊接,无需像 2D 振镜通过改变载体如机床、机器人的高度来调节焊接焦点位置。
动态聚焦系统可改变离焦量,改变光斑大小,实现Z轴焦点调节,三维加工。
2.4.6 工作距离
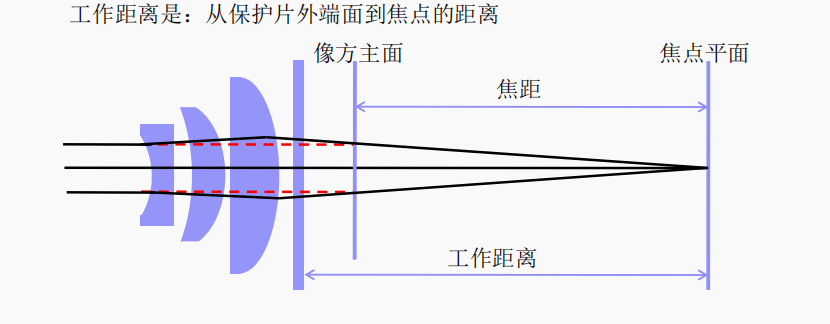
工作距离定义为从镜头最前面的机械边缘到物镜的焦平面或扫描平面的距离。请注意不要将其与物镜的有效焦距 (EFL) 混淆。这是从主平面到光学系统的焦平面测量的,主平面是一个假设的平面,可以假设整个透镜系统发生折射。
2.4.7 振镜使用前的测试




















 777
777

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言











