







如果出现断层问题从切片代码已经找不到问题,那极有可能就是硬件问题了。首先还是要尝试用通针进行疏通。疏通不了可能内部有断裂,需要拆开挤出机。

1.判断方法

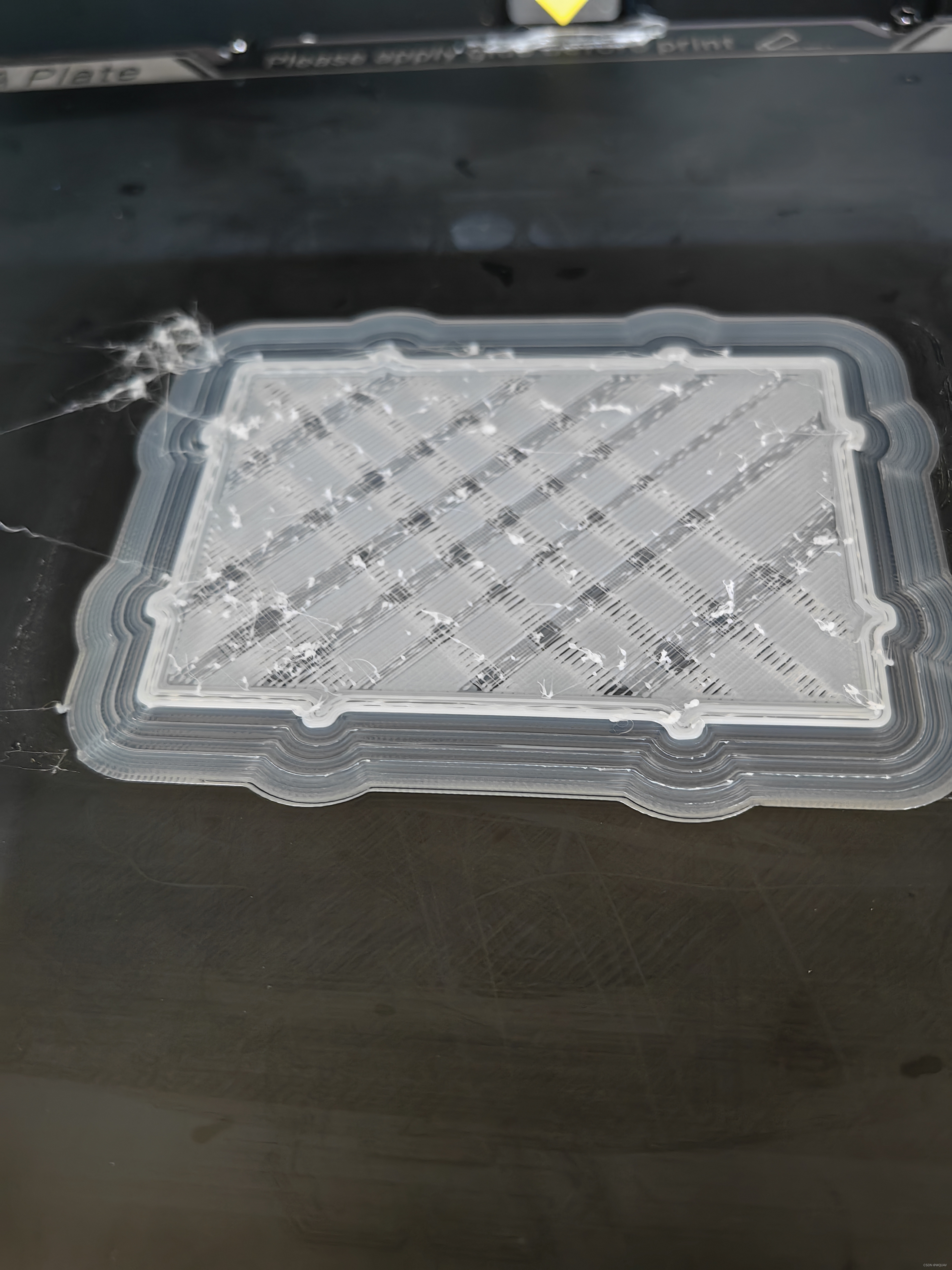
密切关注初始层的状态,如果有时间,应该值守,及时终止问题。成品出现断层,判断是否进料不畅通,排除料架故障(更换干燥盒、耗材轴承等) 。检查设置参数,是否过于快速,是否设置了高速PLA?是否设置错了温度?例如创想三维自己的PLA显示温度为195度到220度!而切片软件可能直接干到了230度!还有热床的温度并非越高越好!
*查看参设:
[Default]
layer_height=0.20
layer_height_0=0.20
arc_configure_enable=false
arc_tolerance=10
small_hole_max_size=6
small_feature_max_length=18
small_feature_speed_factor=100
small_feature_speed_factor_0=50
bridge_settings_enabled=true
bridge_wall_min_length=2
bridge_skin_support_threshold=50
bridge_sparse_infill_max_density=0
bridge_wall_coast=100
bridge_wall_speed=15
bridge_wall_material_flow=100
bridge_skin_speed=15
bridge_skin_material_flow=60
bridge_skin_density=100
bridge_enable_more_layers=false
bridge_skin_speed_2=25
bridge_skin_material_flow_2=100
bridge_skin_density_2=75
bridge_skin_speed_3=15
bridge_skin_material_flow_3=110
bridge_skin_density_3=80
wall_extruder_nr=-1
wall_0_extruder_nr=-1
wall_x_extruder_nr=-1
wall_thickness=0.8
wall_line_count=2
roofing_only_one_wall=false
wall_0_wipe_dist=0.2
roofing_extruder_nr=-1
top_bottom_extruder_nr=-1
top_bottom_thickness=0.8
top_thickness=0.8
top_layers=4
bottom_thickness=0.8
bottom_layers=4
initial_bottom_layers=4
roofing_layer_count=0
top_bottom_pattern=lines
top_bottom_pattern_0=lines
roofing_pattern=lines
connect_skin_polygons=false
roofing_monotonic=true
skin_angles=[ ]
roofing_angles=[ ]
wall_0_inset=0.0
optimize_wall_printing_order=true
inset_direction=inside_out
wall_ordering_overhang_angle=45
alternate_extra_perimeter=false
unify_walls_print_direction=true
min_wall_line_width=0.3
min_even_wall_line_width=0.3
min_odd_wall_line_width=0.3
travel_compensate_overlapping_walls_enabled=true
travel_compensate_overlapping_walls_0_enabled=true
travel_compensate_overlapping_walls_x_enabled=true
wall_min_flow=0
wall_min_flow_retract=false
fill_perimeter_gaps=nowhere
filter_out_tiny_gaps=true
fill_outline_gaps=true
single_extrusion_walls=false
single_wall_model=false
max_part_outline_num=1000
initial_layer_reserve=0
z_offset=0
xy_offset=0
xy_offset_layer_0=0
z_seam_type=sharpest_corner
z_seam_position=back
z_seam_x=110.0
z_seam_y=220.0
z_seam_relative=true
z_seam_corner=z_seam_corner_inner
skin_no_small_gaps_heuristic=false
skin_outline_count=1
ironing_enabled=false
ironing_only_highest_layer=false
ironing_pattern=zigzag
ironing_monotonic=false
ironing_line_spacing=0.1
ironing_flow=10.0
ironing_inset=0.35
speed_ironing=20.0
acceleration_ironing=1500
jerk_ironing=20
skin_overlap=10
skin_overlap_mm=0.02
change_color=false
change_color_mode=back_list
first_change_color=0
second_change_color=0
third_change_color=0
infill_extruder_nr=-1
infill_sparse_density=15
infill_line_distance=5.33
infill_pattern=grid
zig_zaggify_infill=false
connect_infill_polygons=true
infill_angles=[]
infill_offset_x=0
infill_offset_y=0
infill_randomize_start_location=false
infill_multiplier=1
infill_step_layers=1
infill_wall_line_count=0
sub_div_rad_add=0.4
infill_overlap=30
infill_overlap_mm=0.12
infill_wipe_dist=0
infill_has_default_inset=false
infill_combination=false
infill_sparse_thickness=0.20
gradual_infill_steps=0
gradual_infill_step_height=1.5
infill_before_walls=false
min_infill_area=15
infill_support_enabled=false
infill_support_angle=40
skin_preshrink=0.8
top_skin_preshrink=0.8
bottom_skin_preshrink=1.2
expand_skins_expand_distance=0.8
top_skin_expand_distance=0.8
bottom_skin_expand_distance=0.8
max_skin_angle_for_expansion=75
min_skin_width_for_expansion=0.21
skin_edge_support_thickness=0
skin_edge_support_layers=0
special_narrow_area_concentric_infill=false
material_shrinkage_percentage_x=100.0
material_shrinkage_percentage_y=100.0
speed_print=100
speed_infill=100
speed_wall_0=50
speed_wall_x=50
speed_roofing=25
speed_topbottom=50
speed_support=50
speed_support_infill=60
speed_support_interface=25
speed_support_roof=40
speed_support_bottom=40
speed_prime_tower=60
speed_travel=120
speed_print_layer_0=40
speed_travel_layer_0=100
skirt_brim_speed=25
speed_z_hop=10
speed_slowdown_layers=2
power_slowdown_layers=12
speed_min_travel_speed_length=1.0
set_wall_overhang_grading=true
wall_overhang_speed_1=50
wall_overhang_speed_2=50
wall_overhang_speed_3=20
wall_overhang_speed_4=10
acceleration_enabled=true
acceleration_print=1500
acceleration_infill=1500
acceleration_wall=1500
acceleration_wall_0=1500
acceleration_wall_x=1500
acceleration_roofing=1500
acceleration_topbottom=1500
acceleration_support=1500
acceleration_support_infill=1500
acceleration_support_interface=1500
acceleration_support_roof=1500
acceleration_support_bottom=1500
acceleration_prime_tower=1500
acceleration_travel=1500
acceleration_print_layer_0=500
acceleration_travel_layer_0=500
acceleration_skirt_brim=500
acceleration_breaking_enable=false
acceleration_breaking=50
jerk_enabled=false
jerk_print=8
jerk_infill=20
jerk_wall=20
jerk_wall_0=20
jerk_wall_x=20
jerk_roofing=20
jerk_topbottom=20
jerk_support=8
jerk_support_infill=8
jerk_support_interface=8
jerk_support_roof=8
jerk_support_bottom=8
jerk_prime_tower=20
jerk_travel=8
jerk_layer_0=8
jerk_print_layer_0=20
jerk_travel_layer_0=20
jerk_skirt_brim=20
acceleration_limit_mess_enable=false
acceleration_limit_mess="[[0.5,1.0,100,6000,210],[1.0,1.5,80,5500,200],[1.5,2.0,60,5000,190]]"
speed_limit_to_height_enable=false
speed_limit_to_height="[[100,150,100,6000,210],[150,200,80,5500,200],[200,250,60,5000,190]]"
support_enable=false
support_tree_enable=false
support_structure=normal
support_tree_angle=40
support_tree_branch_distance=1
support_tree_top_rate=10
support_tree_branch_diameter=2
support_tree_max_diameter=15
support_tree_branch_diameter_angle=5
support_tree_collision_resolution=0.4
support_extruder_nr&
 最低0.47元/天 解锁文章
最低0.47元/天 解锁文章


















 1985
1985

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









