







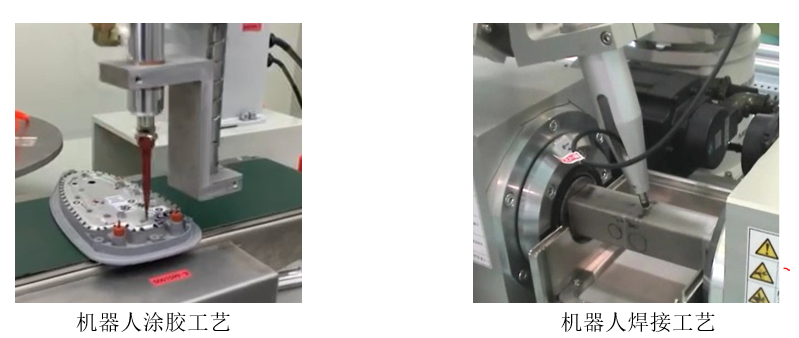
现在工业机器人已经广泛应用于涂胶、焊接等自动化工艺中。而实际生产中,机器人末端执行器(后续简称工具)经常由于磨损、碰撞倾斜或者更换工具,引起机器人工具坐标系(TCF)发生偏移,最终导致机器人末端轨迹无法满足工艺要求,从而严重影响生产。为了能够快速恢复生产,生产现场需要一套快速、准确的工具坐标系校准方案满足实际生产需求。
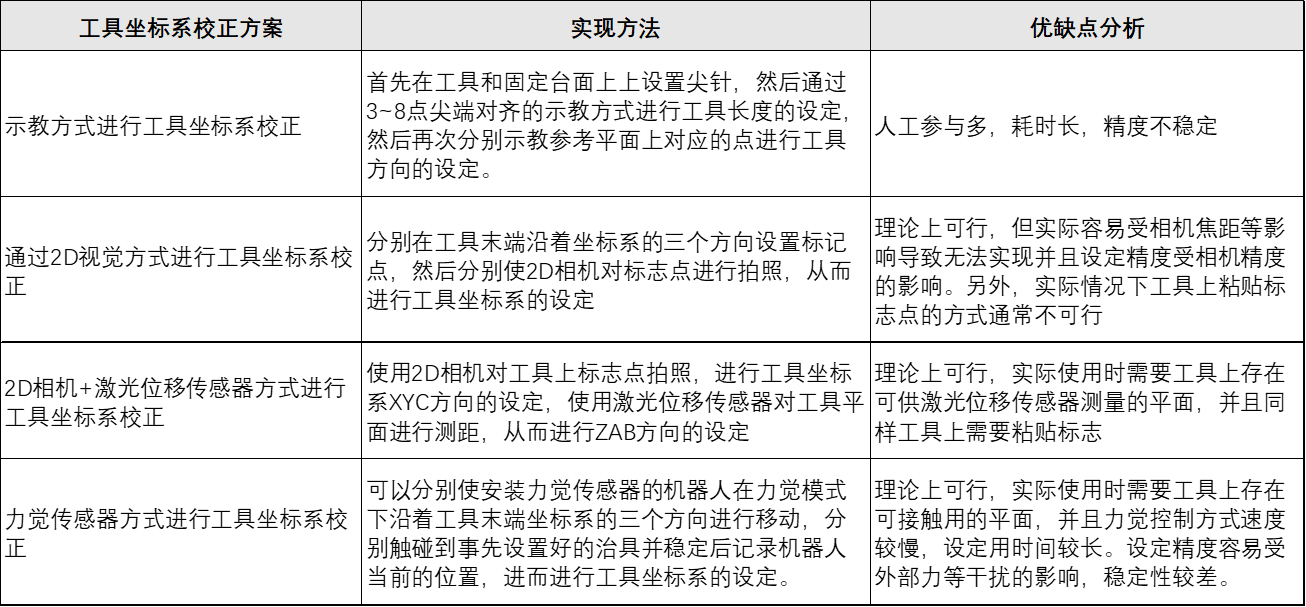
传统的人工示教方式,不仅人工参与较多,耗时较长,而且精度受人工熟练度和人眼分辨率的影响较大,导致设置精度不稳定。
而以往的传感器方式进行工具坐标系设置方案,不仅成本较高,而且需要事先标志点,在很多场合不实用,尤其是涂胶头或焊接头等圆柱头的情况下,更是无法实现。
针对以上情况,本文提出使用2组对射的十字交叉方式安装的激光传感器,分别记录机器人在环形区域内移动时感应到工具尖端时的机器人位置,进而进行工具坐标系的校正。该方法相对而言,硬件成本较低,实现简单,稳定性较好。
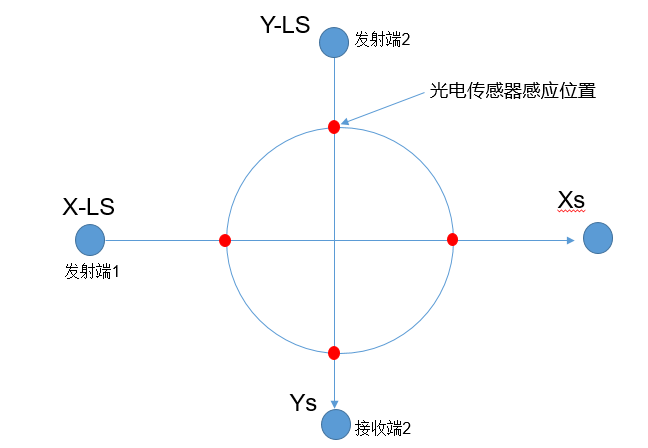
为什么使用十字交叉对射激光传感器呢?
①消除胶头半径的影响
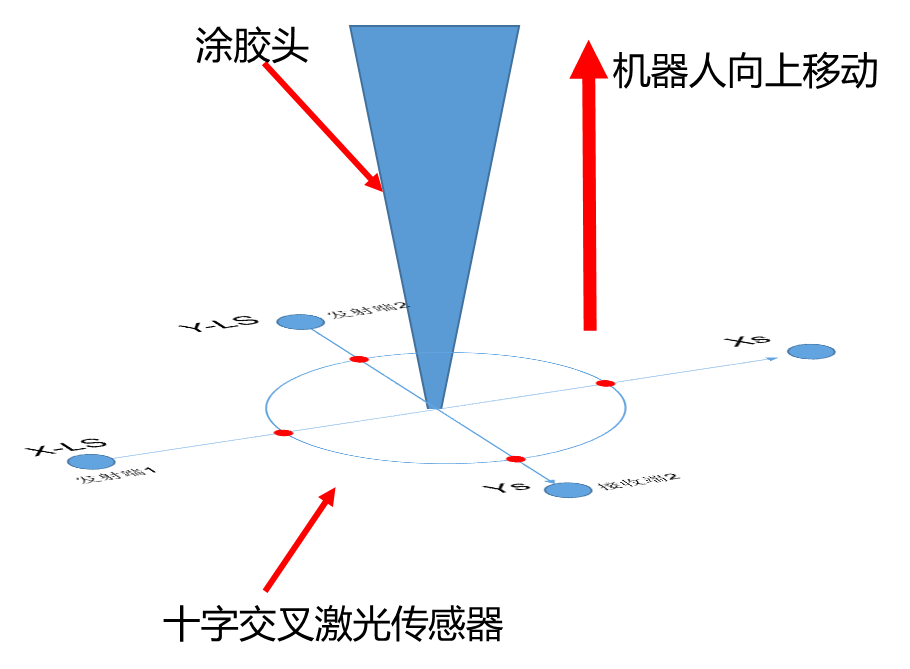
如上图所示,如果我们想将胶头的中心点作为工具点时,最好的方式是每次将胶头中心被光电传感器感应到。但是,由于实际动作时,胶头的边缘被最先感应到。如果通过圆形动作触碰两次光电传感器的话,就可以通过2个位置数据取平均,从而消除半径的影响。甚至可以利用2个点的位置数据求取胶头的圆周半径。
②通过利用2个点取平均的方式,提高工具点设定精度
十字交叉对射激光传感器进行工具点设定原理说明
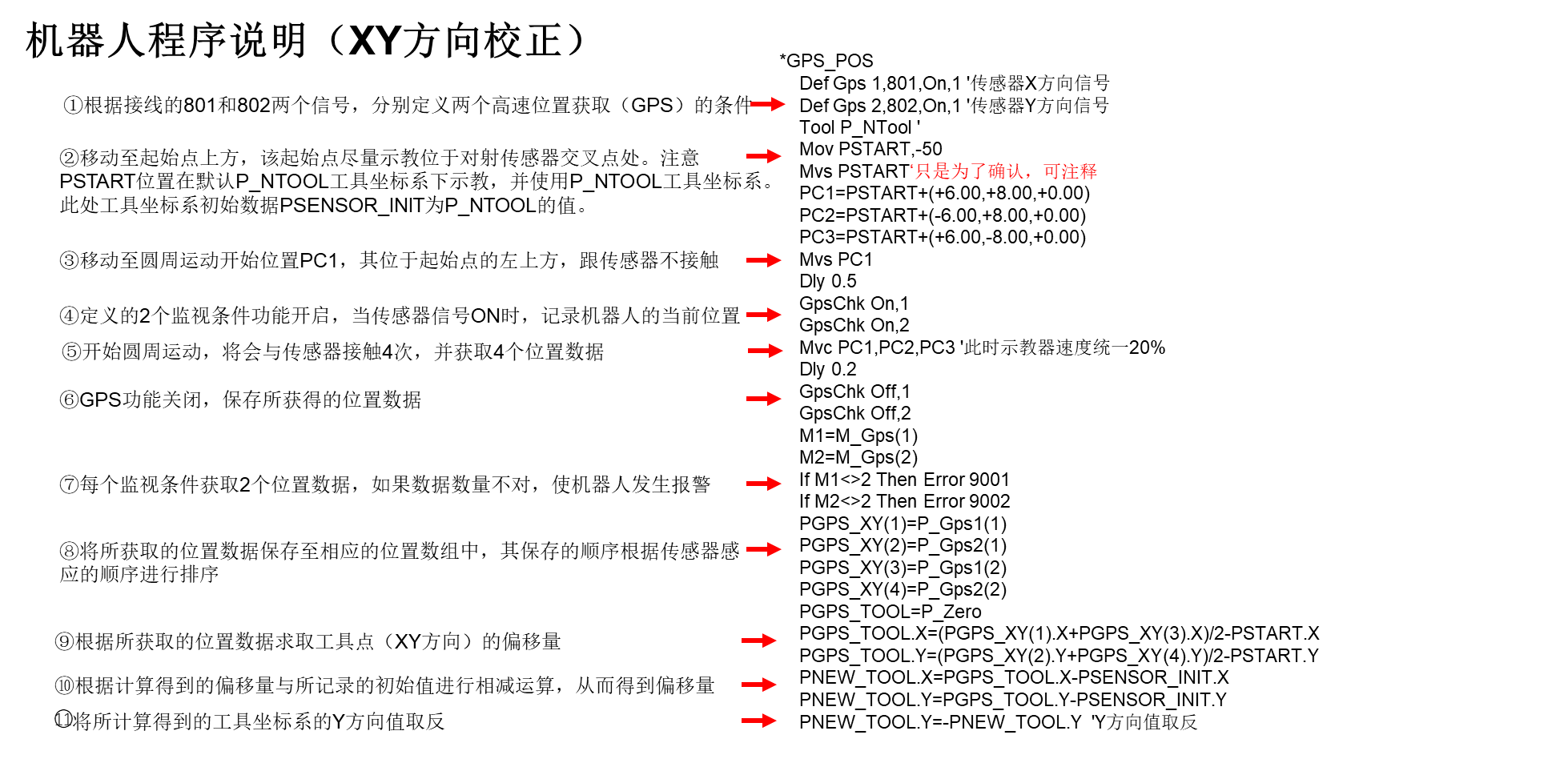
如右下图所示,使机器人走一个圆弧,4次跟光电传感器触碰,使用高速位置获取功能(关于该功能详细说明可以参考此前机器人飞拍相关内容),当传感器信号ON的瞬间,记录机器人当前位置。
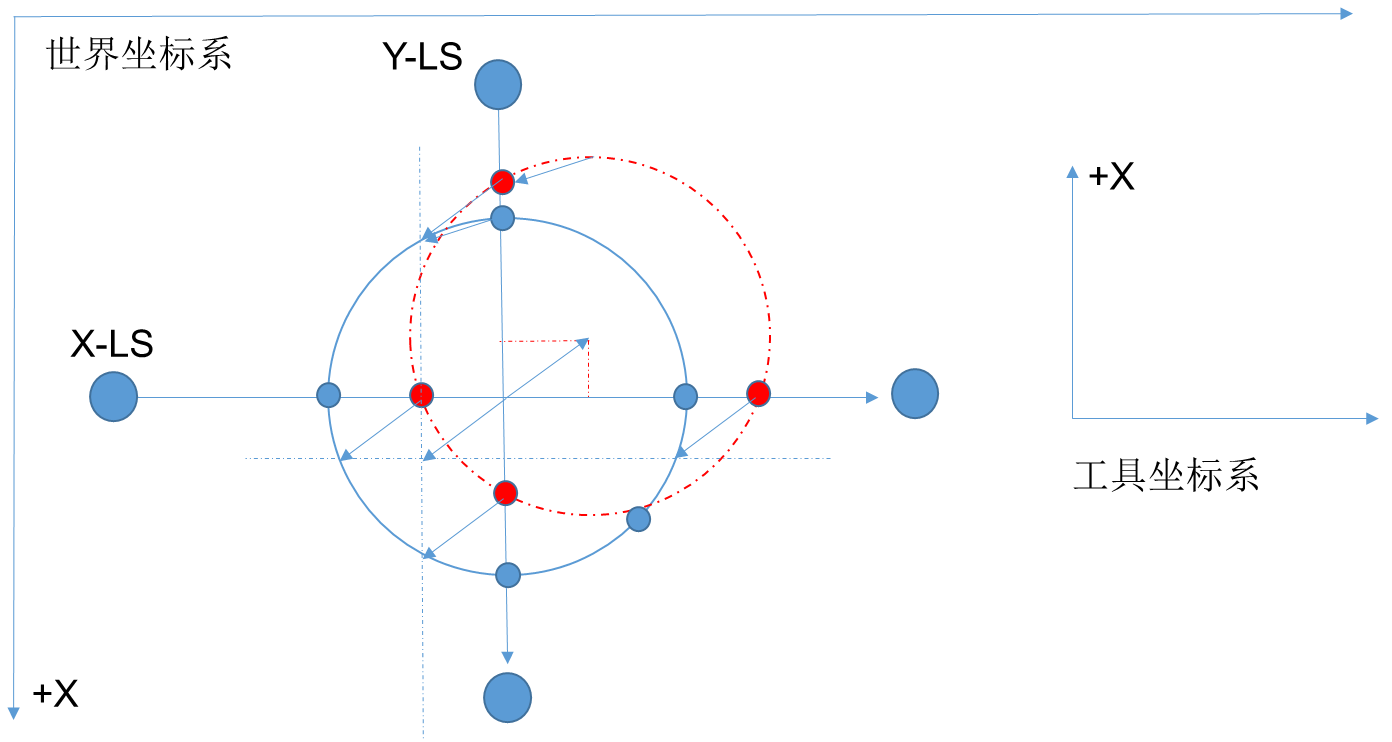
首先假设触碰用的针头无限细,其次假设工具点和针头一致。此时,如果以光电传感器的中心点为起点进行圆周运动时,每次针头触碰到光电传感器时,记录当前的机器人位置。此时,四个点的圆心位置P0和传感器坐标系原点一致。
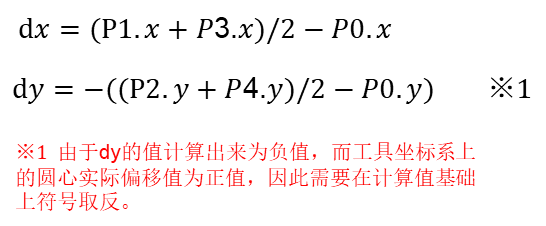
如果针头位置发生偏移后,如红色虚线所示,此时针头实际的圆周轨迹整体会发生偏移,然后此时针头触碰到光电传感器的话,记录到的机器人当前位置为蓝色实线上对应的点位置数据,然后根据4个蓝色实线上对应的位置数据P1、P2、P3、P4 ,可以分别计算相对于默认的起始原点的偏移量。该偏移量的反向向量即为新的工具点数据。
接下来以三菱机器人程序为例进行说明。
工具坐标Z方向校正方法
如下图所示,完成工具XY方向的高精度设定后,可以将工具点移动至十字交叉激光传感器的对射中心处。然后将机器人向上动作过程中,当激光传感器感应不到信号时,记录当前机器人位置。 然后将该位置的Z值和初始值比较,从而得到工具坐标Z轴方向的偏差量。
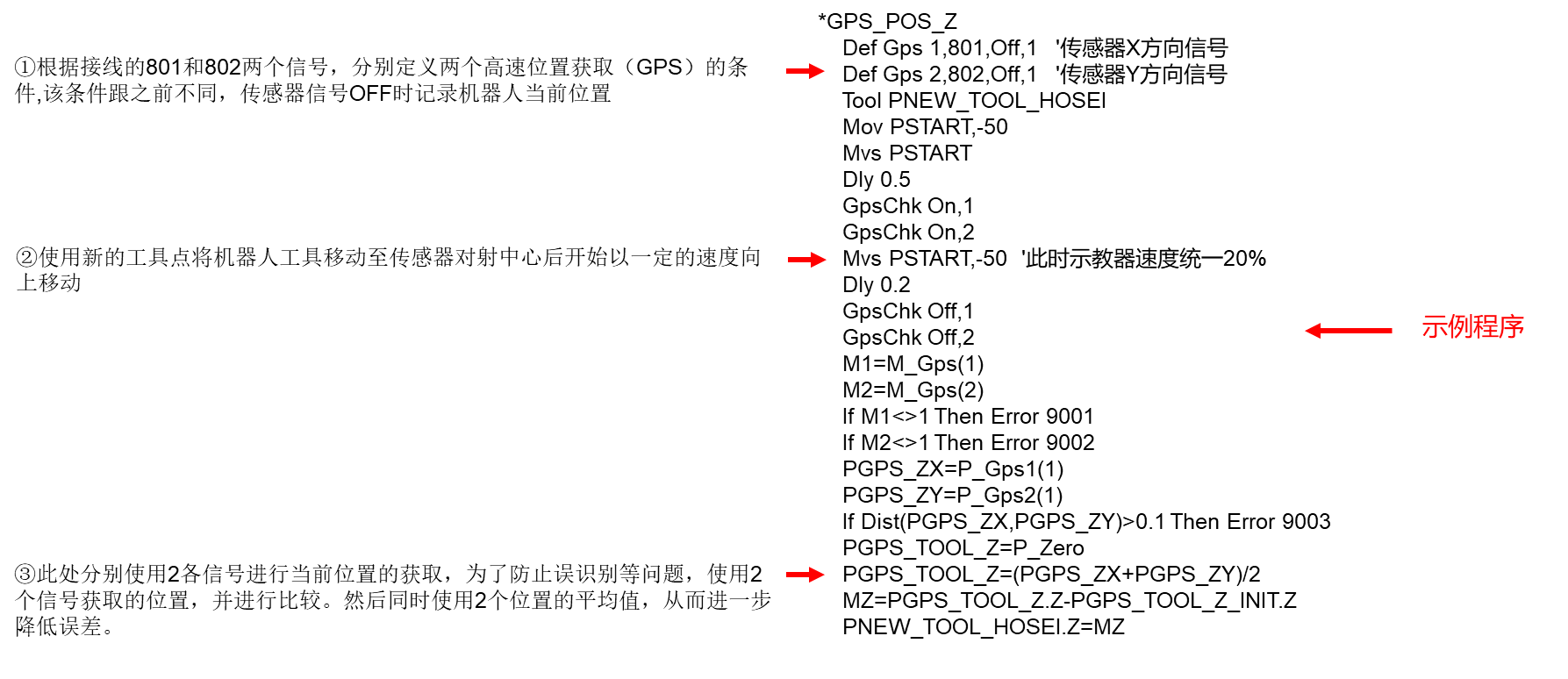
 工具坐标Z方向校正程序说明
工具坐标Z方向校正程序说明
如下程序所示,使用上一步中设定的XY工具数据将工具移动中对射中心后,此时十字交叉对射激光传感器的信号为ON。接着,再使机器人缓慢向上移动,当传感器器信号OFF时,记录机器人当前的位置。根据当前位置和记录的初始值比较后,得到工具坐标Z方向的偏差值。
实际测试发现XY方向设定的精度可达±0.07mm以内,Z轴方向上的设定精度在±0.01mm以内,因此XYZ综合设定精度在±0.1mm以内,满足绝大部分应用需求。

















 1197
1197

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









