







1.导入汇川伺服XML文件后扫描设备,在汇川伺服的PDO配置中根据汇川伺服通讯手册,选择合适的PDO配置,汇川相应的PDO如下:
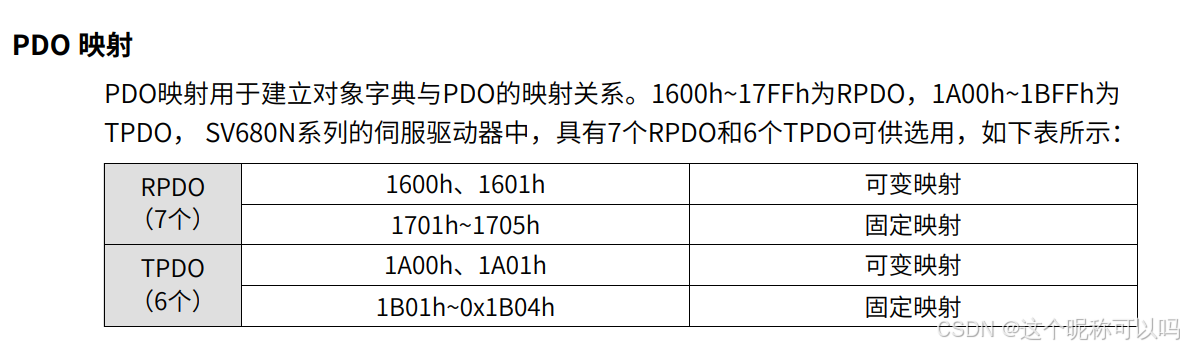
这里我们根据需要选择 1B02 和1702,相应的描述如下:
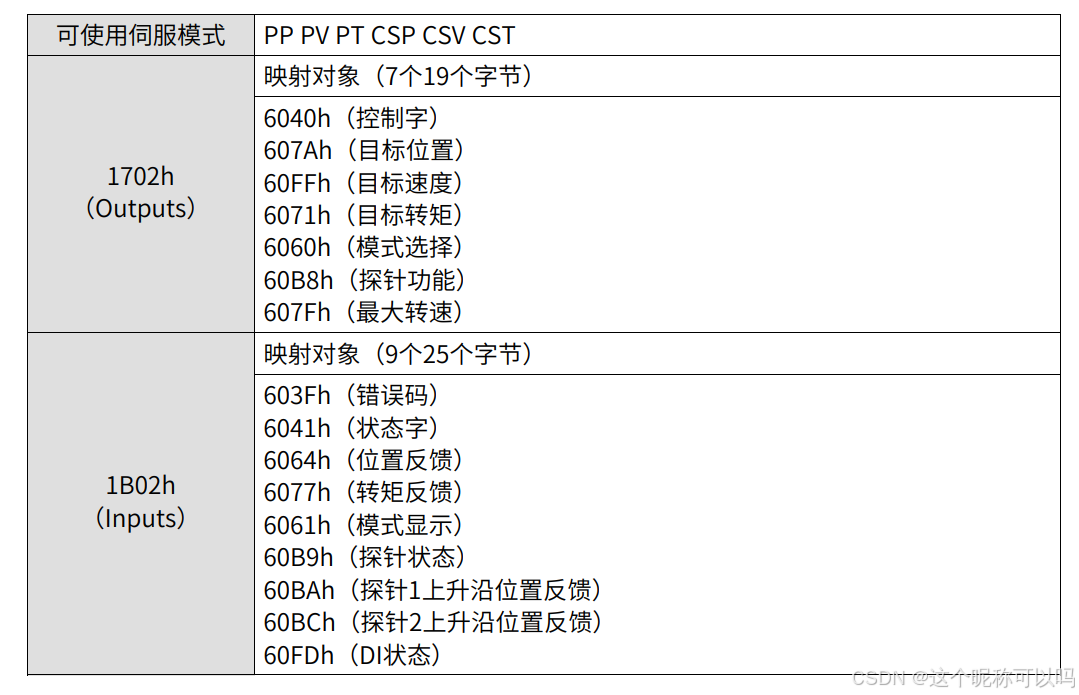
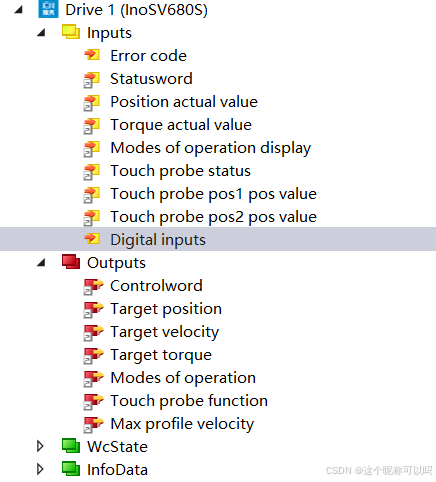
在TWINCAT3伺服从站的PDO配置中选择1B02 和1702
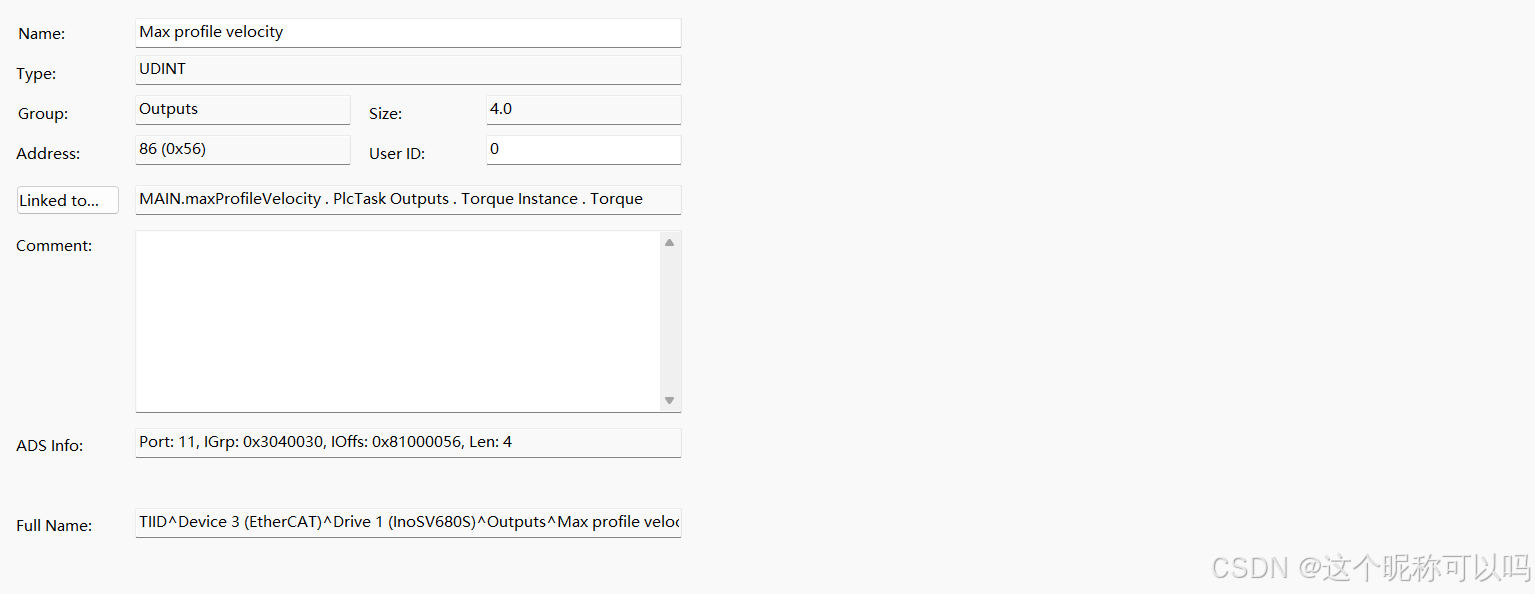
其中Max Profile Velocity(最大轮廓速度)决定了扭矩控制中伺服的速度,但是该项NC没有相应的变量进行自动关联,需要我们自己定义变量关联,否则扭矩控制模式下,伺服无法动作;并且该速度的单位是 脉冲/秒,若在NC进行了电子齿轮比的换算,那么该速度需要重新计算,如编码器为26 位,减速比为1 ,丝杆导程10mm,那么若想扭矩控制的速度为20mm/s,则该速度需要计算为:
67108864*1/10*20

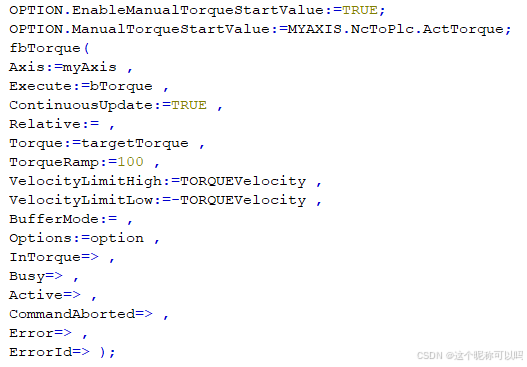
2.功能块调用
需要添加TC2_MC2库
![]()
![]()
其中
![]()
![]()
指令将扭矩控制的起始扭矩设置为当前扭矩,使扭矩控制更丝滑
![]()
该参数决定了在扭矩控制过程中能否实时修改扭矩控制参数
![]()
这两个速度上下限,对于汇川伺服来说没有用(对倍福伺服有用,详细看倍福虚拟学院),可以不进行关联
![]()
该参数为目标扭矩设定,单位是%
![]()
这两个参数在进入扭矩控制之后,会置TRUE,可作为伺服是否切换为扭矩控制的标志
3.流程说明
将Excute置True之后,伺服会切换至扭矩模式(出发前,检查好扭矩的设定值,以及最大轮廓速度的设定值,防止出现意外),若成功切换,汇川伺服主显示面板会切换为8ARY,中间的A对应PDO中的modes of operation(10进制10 代表扭矩模式,10进制8代表位置模式);然后伺服会以设定速度运行直至扭矩到达;若此时想停止扭矩控制,则需先将Max Profile Velocity(最大轮廓速度)修改为0,检测到伺服停止(轴状态NOTMOVING)之后,然后使用MC_STOP指令将伺服停止,并且同时切换伺服操作模式至位置控制模式,若成功切换,汇川伺服主显示面板会切换为88RY,中间的8对应PDO中的modes of operation(10进制10 代表扭矩模式,10进制8代表位置模式),然后,可使用绝对位置控制指令

















 8488
8488

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









